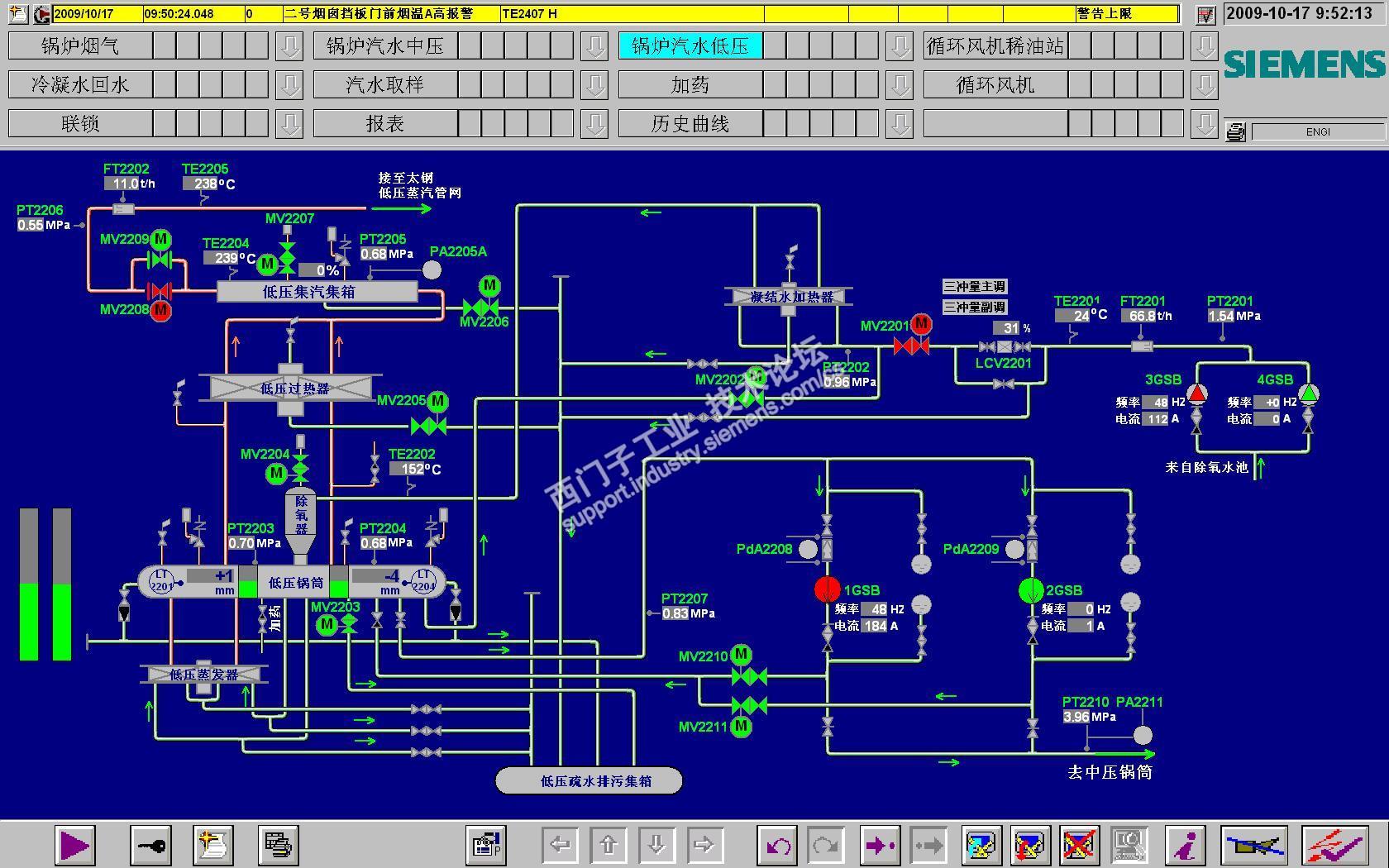
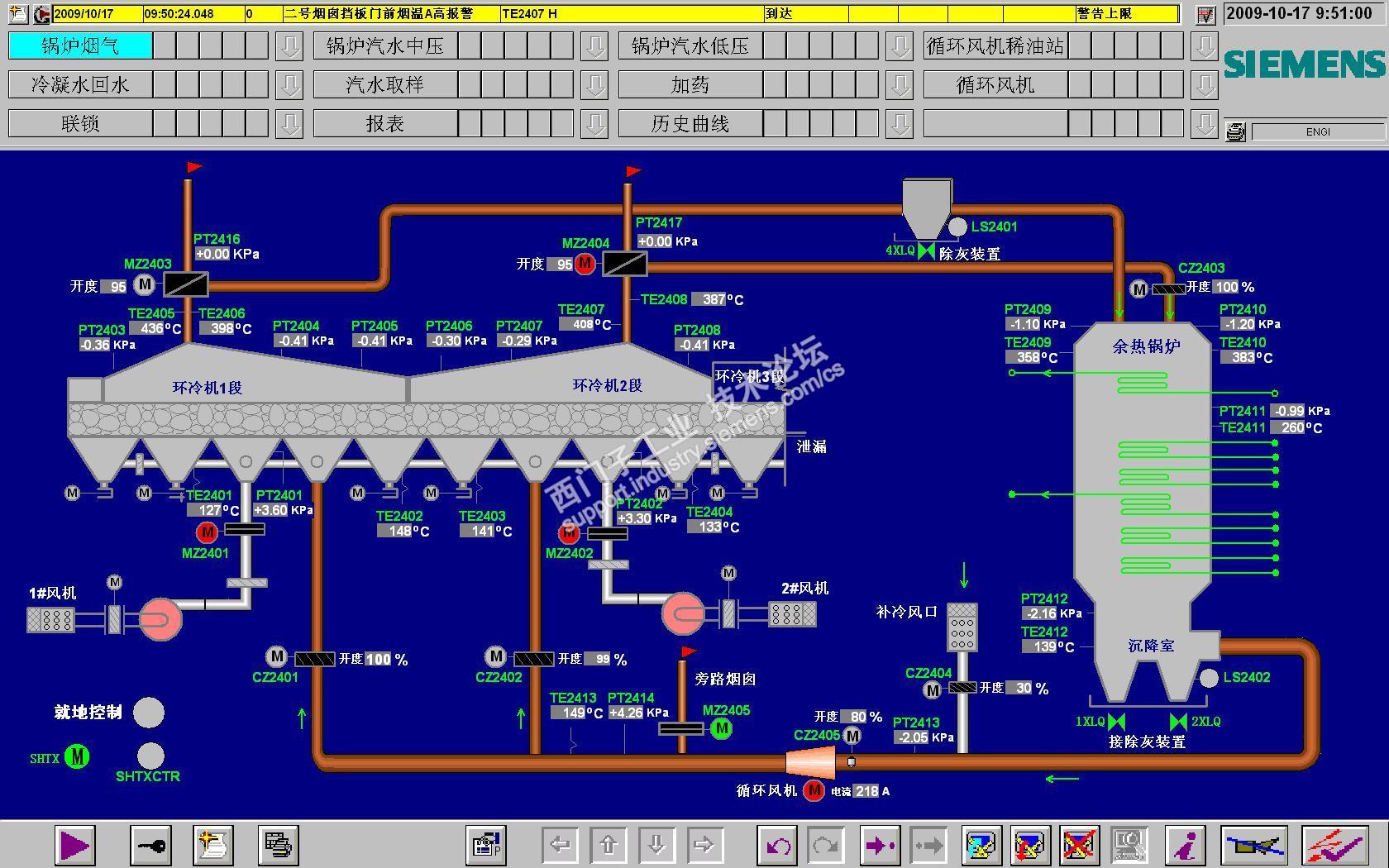
本工程利用450m2烧结生产线的520 m2环冷机1~2#风机范围内的余热废气,配置1套双压余热锅炉产生中压过热蒸汽和部分低压过热蒸汽,中压过热蒸汽送入太钢现有中压蒸汽管网,低压过热蒸汽送入太钢现有低压蒸汽管网。
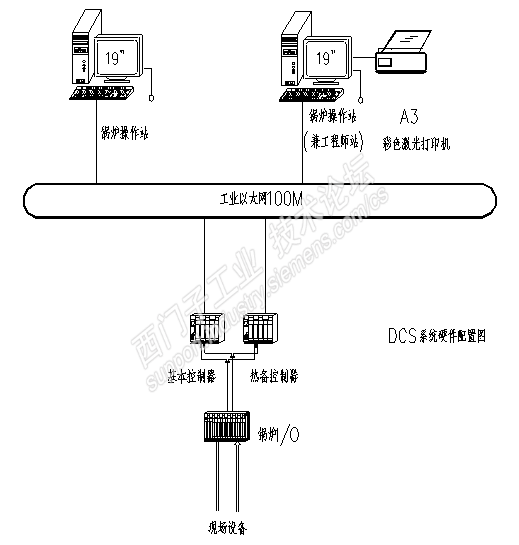
PLC使用西门子公司饱受好评的冗余控制器AS414-2H和工业以太网通讯处理器CP1613,上位机当然使用标准的WinCC系统。使用西门子当时最流行的X204-2 工业以太网交换机组成环网。有2个操作员站(互为冗余,其中1个兼工程师站)。
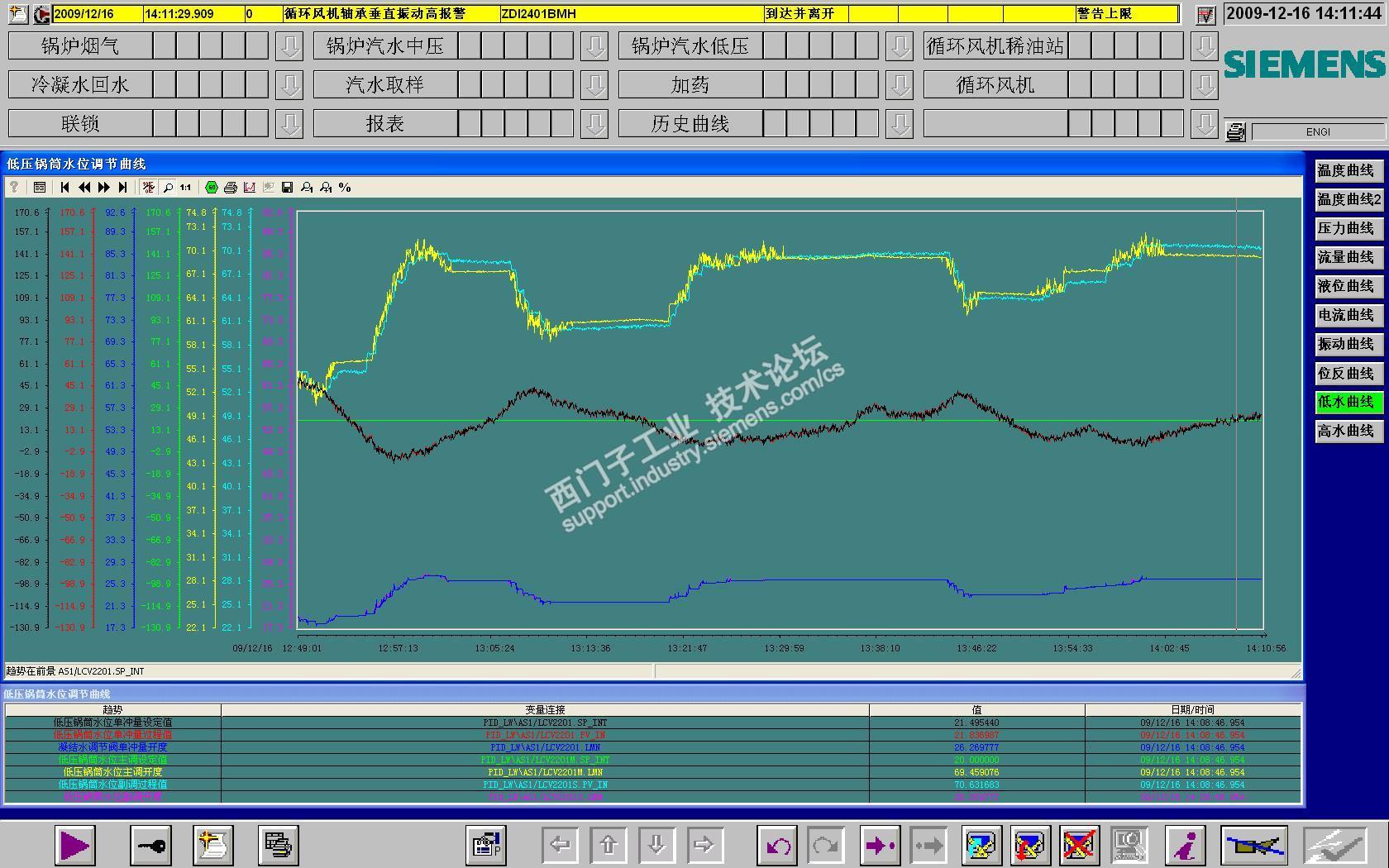
本工程设置1套分散控制系统,其功能覆盖范围包括数据采集和处理系统(DAS)、模拟量控制系统(MCS)、顺序控制系统(SCS)、.事故顺序记录(SOE)等 。工艺本身不复杂,做过电厂的都会很轻松的完成。唯一有点难度的是汽包水位的控制。正常的控制应是由蒸汽流量、汽包水位和给水流量组成的三冲量控制系统,启动时只有汽包水位的单冲量控制。逻辑上很好做,调试比较费时间。以前都是电科院或调试所整定PID参数,这次没有调试的,只能由PLC厂家的来摸索了。找了一堆PID调试参考文档,先学习一些大概方法,然后开始实际上手。经过开始的粗调,然后再细调,慢慢的系统开始稳定了。不过有时候波动大时还会自动切到手动,让操作员干预一下,再投自动。这时候也不敢对参数进行大的调整,毕竟是在生产过程中。这方面还是和有专业做这个的专家有差距。我觉得这个不是理论上能解决的,应该有很多的经验在里面。
附件是网络拓扑图和部分画面。











 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国


 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
