828D推出这么久了,坛友们应该都不陌生。但是不是做OEM的可能没接触过,828D调试过程,可能实际工作中也很难有这机会,但了解从头调试过程更利于以后设备的维护。
在熟悉笔记的过程中,顺便给大家发一段曾经记录的笔记:
828D的调试需要:PC机,网线,成熟的PLC和NC参数;

以上准备好开始进行设置工作:
1、首先传入PLC程序。
2、设置NC参数。
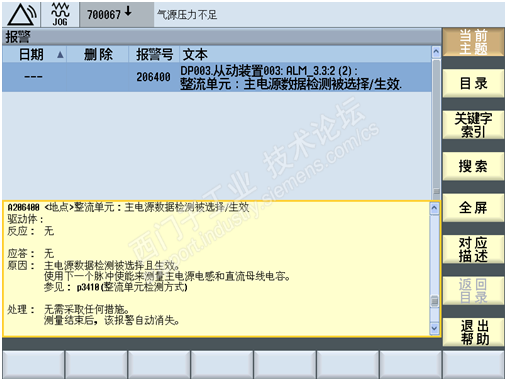
3、拓扑驱动数据和电源模块数据。电源模块拓扑后会出现下图报警,上电后电源拓扑后的报警自动取消。
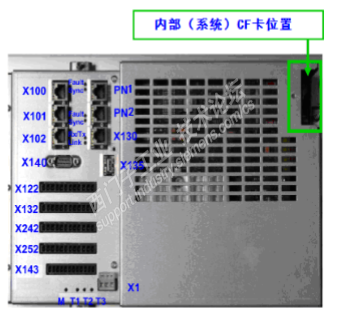
4、上电观察PPU的端子X122(红圈所示)的1、2脚与7脚之间是否通入了DC+24V电源。
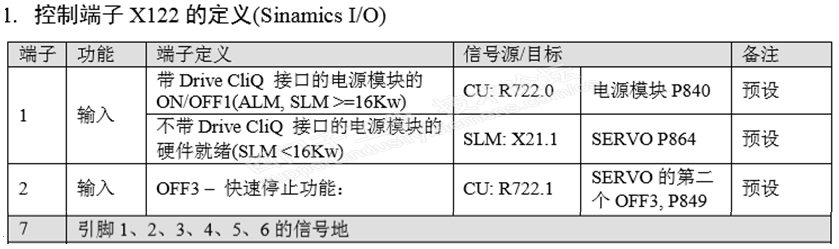
对于可调节型和非可调节型电源模块来说都需要把电源模块上的端子X21的3、4脚短接,其上电时序配合PPU的端子X122的1、2脚
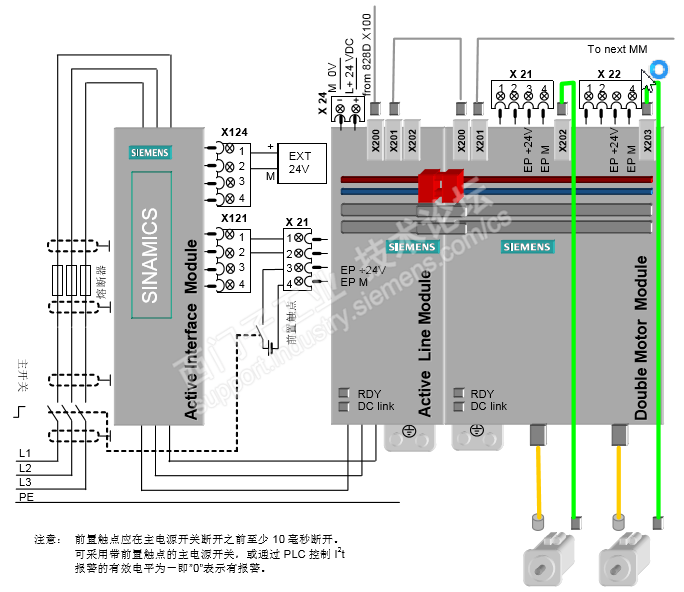
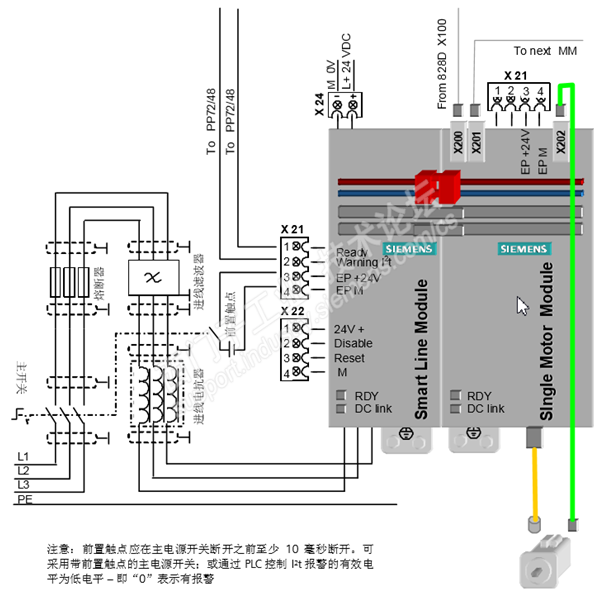
可调节型 非可调节型
5、以第一轴为例,DB3800.DBX4.3是第一轴(一般为X轴)、DB3801.DBX4.3是第二轴(铣床一般为Y轴/车床一般为Z轴)PLC中的信号应如下状态:

6、还需要注意20700=0 取消没有参考点NC启动被禁止,否则必须先回参考点才能手动开动。
7、828D不同于802Dsl在设置轴开闭环时(第二编码器)需要切换DB3800.DBX1.5(N_1_MSYS1)和DB3800.DBX1.6(TO_AXIS1.A_PosMeas2),这一点类似840D/sl。
这些都是即时调试的笔记,可能看着有点生硬,如果现场有实物理解起来就容易多了。还有一点就是有时回头看笔记自己记得也看得云里雾里,因为当时即时性太强,回头过了这时候,就有些记忆模糊了,









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
