背景:
1) 改造对象:用于复合材料固化成型的热压罐,外观如图1。
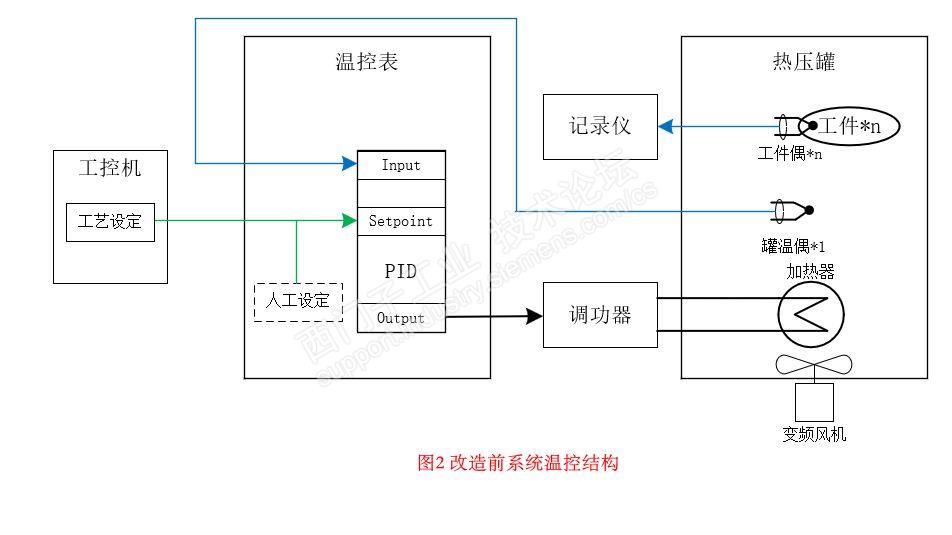
2) 如图2所示,目前是用温控表做单回路PID控制,以罐内空气温度热电偶作为反馈,PID输出控制调功器和加热器,风机循环罐内空气,罐内空气温度均衡。
3) 温控表的PID参数在空罐下调试好参数。
4) 目前靠人工查看工件温度,等工件温度升温达到要求后,操作温控表面板进入下一个工艺。
5) 每次生产的工件的材质,大小和数量可能不同,罐内工件热电偶最多近100个,数据存在记录仪并上传到上位机。工件的热电偶放在工件表面,一个工件可能放置多个热电偶。
6) 热压罐还涉及真空、压力控制,暂不改变控制逻辑。
改造原因:
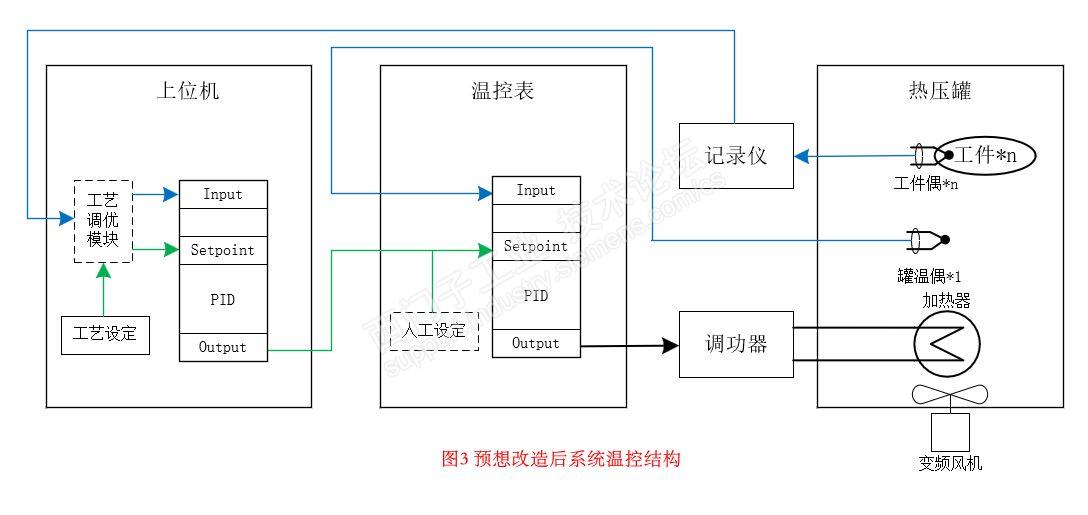
1) 工件是通过罐内空气加热,滞后较大,想以工件温度作为被控对象,提高生产效率。上位机下发控温指令实现自动控制。
2) 选取最滞后的工件温度数据作为反馈,同时最高工件温度不能超过限值。
改造想法:
1) 如图3,以上述的最低工件温度为反馈,增加外环PID,实现PID级联控制。
2) 外环PID放在上位机或者PLC中;温控表自身还一路PID控制回路未用,不确实是否可以用温控表做PID级联控制,涉及到修改温控表的通信参数等。
请教问题:
1) 请问对于这种工艺场景,用PID级联控制是否合理?是否可行?因为不同工件的材质、体积、大小、摆放位置不一样,在相同的罐温下,不同工件的升温速率可能不同。新增的外环PID回路需要选取某个工件温度反馈来调参,换不同批次不同工件,是不是原先的PID参数将不适用?或者说不是最优参数?
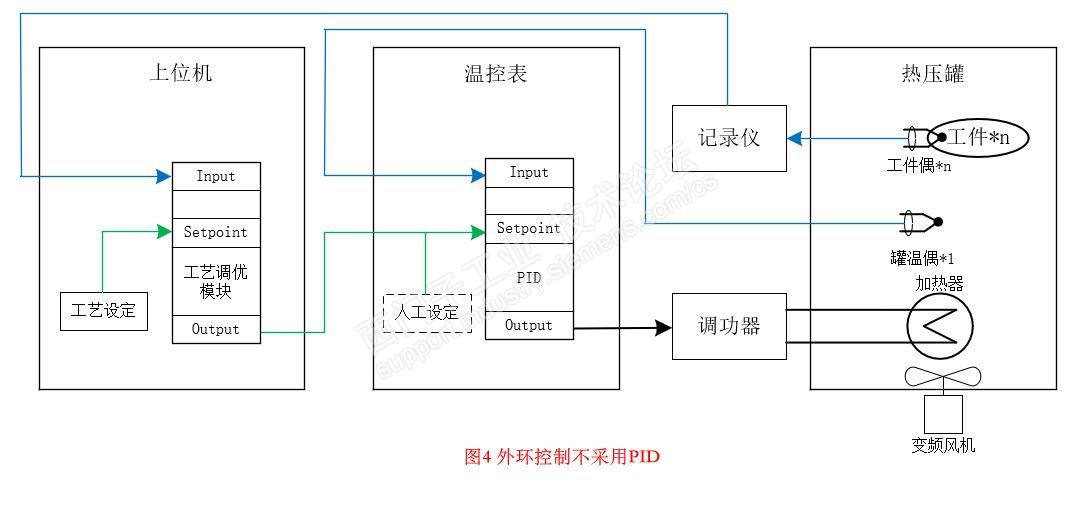
2) 是否有其他更合适的改造方案,如图4,增加的外环控制不采用PID?
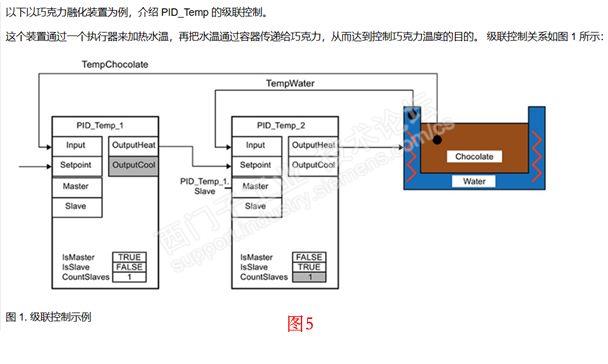
3) 如图5,西门子给的一个巧克力融化装置的PID级联控制案例与本项目类似,相同的疑问,如果容器加热对象换成不同的液体,比如说水,是不是PID参数就需要调整?
本人对PID控制的知识和经验不足,以上问题,烦请各位专家指点迷津,万分感谢!!!










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国
 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
