| 作者 | 主题 |
|---|---|
|
A原 游侠 
经验值:327 发帖数:9 精华帖:2 |
楼主
主题:收放卷闭环速度控制 
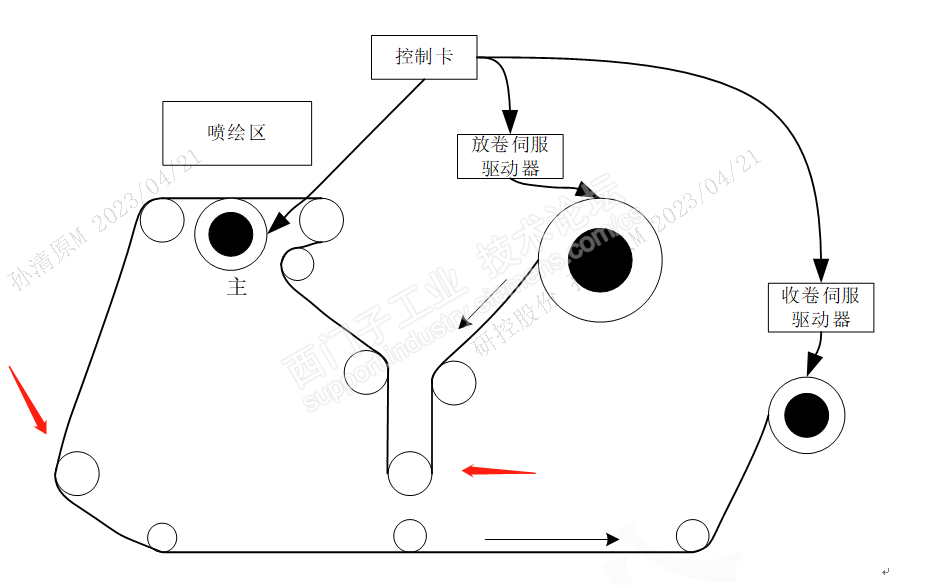
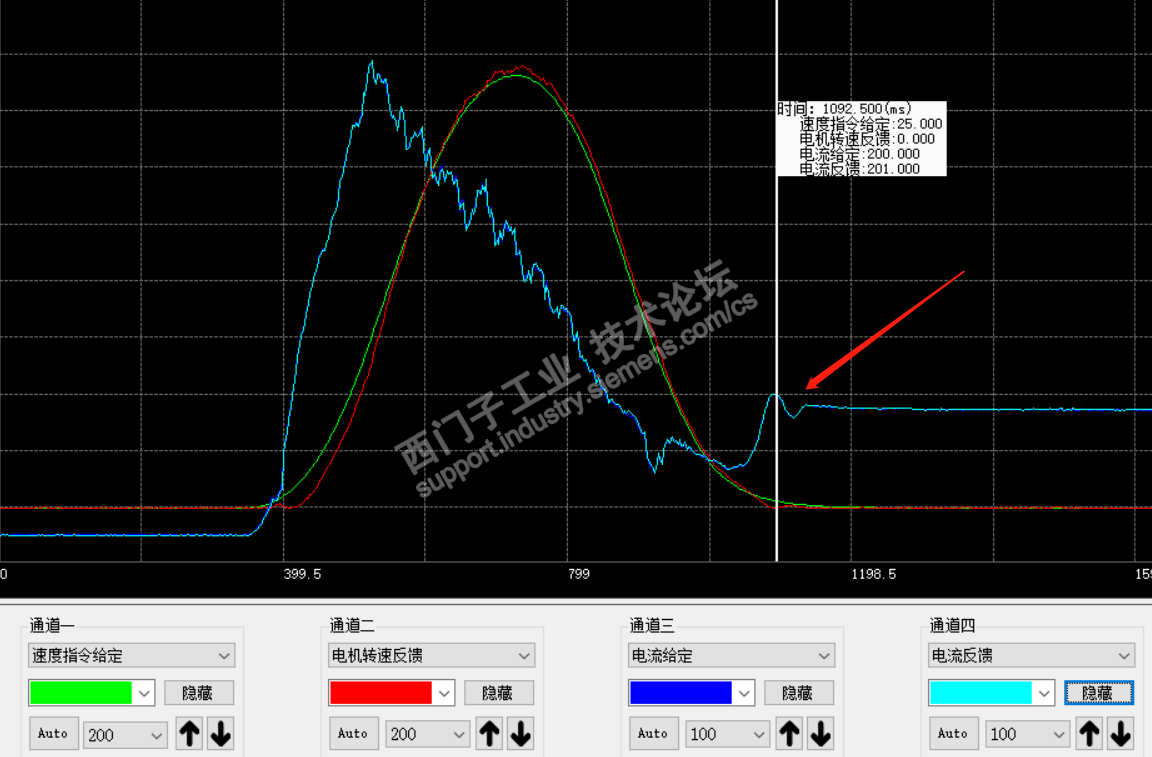
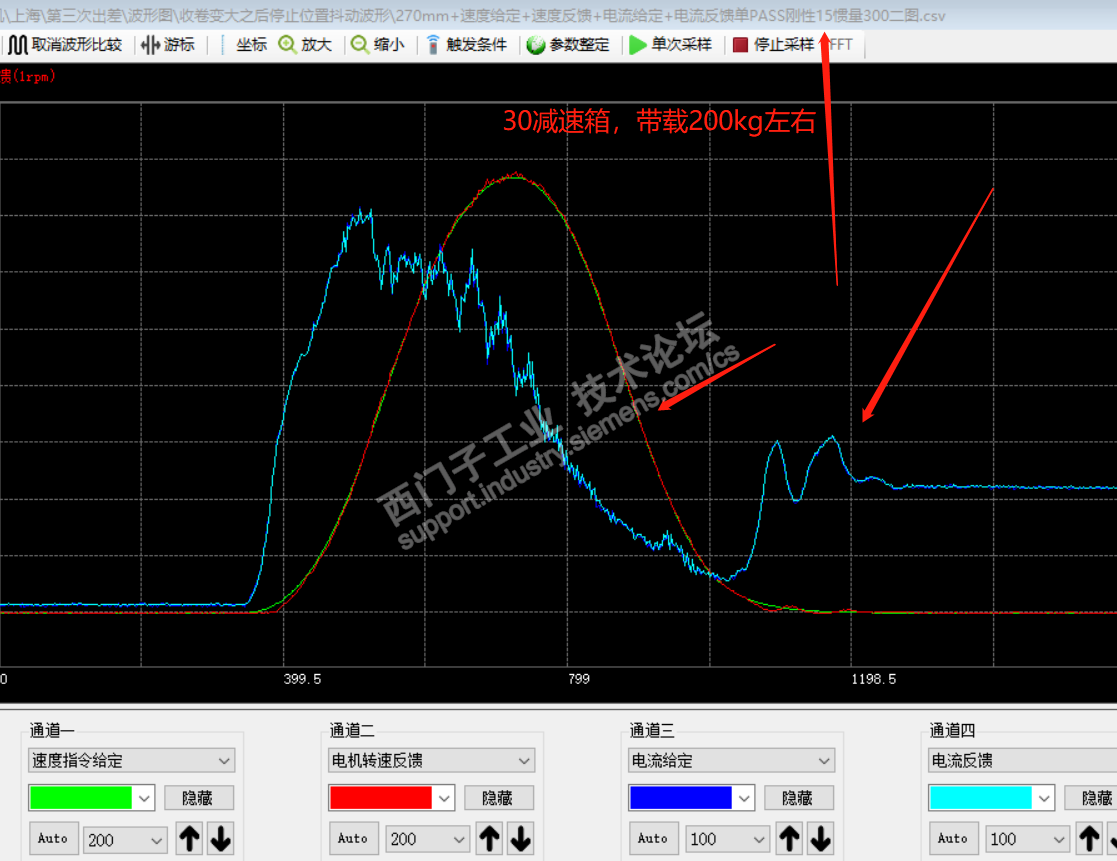
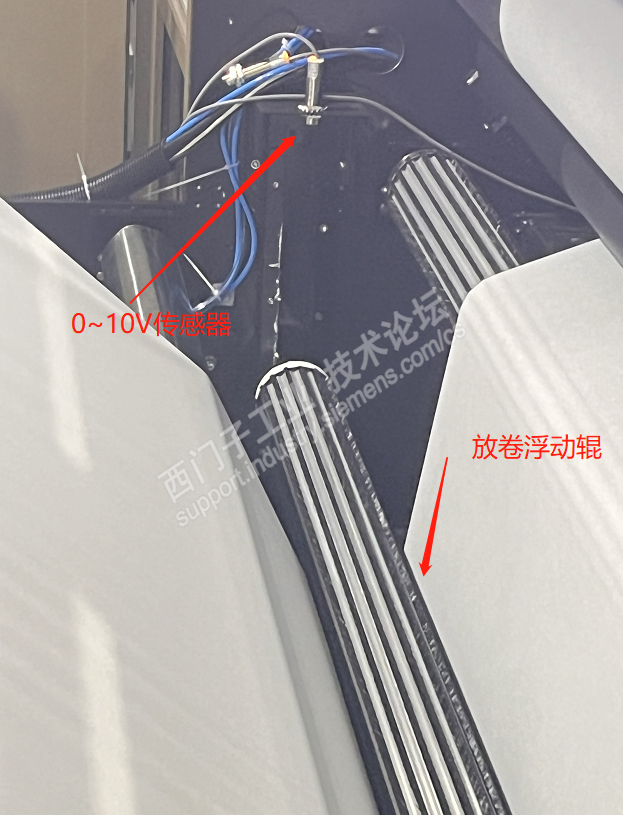
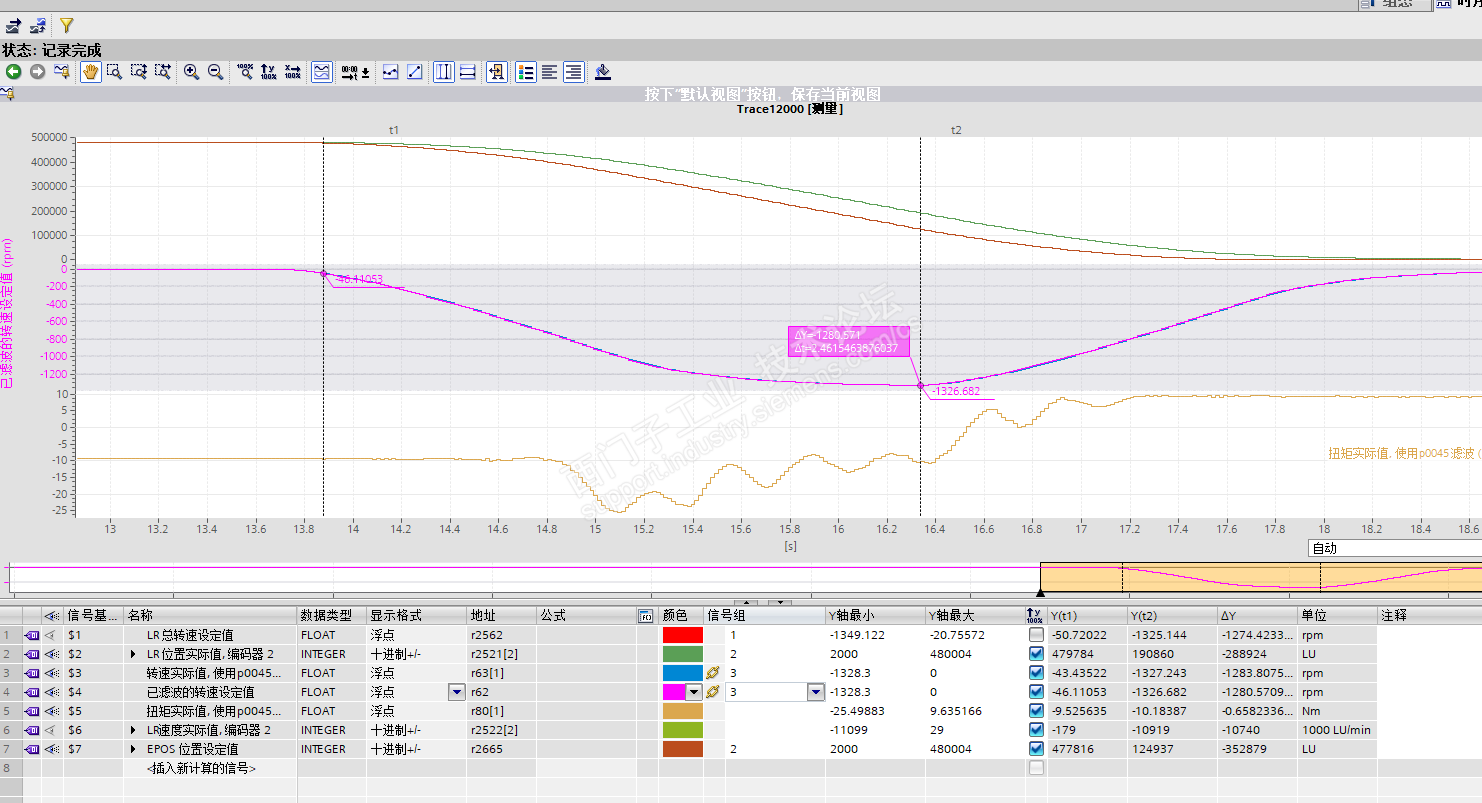
小弟,新人,最近在做一个数码打印机的项目,设计到收放卷的张力控制, 项目框图如下:简述一下该项目,控制卡发送脉冲信号分别给,牵引轴、收轴、放轴,脉冲信号的频率表示打印速度的快慢,机器打印形式是,打一PASS,停顿一次,就这样来回打印。两个浮动辊上方有两个检测位置的传感器,输出信号是模拟量0-10V, 项目结构配置:目前的结构配置是, 收卷电机用的17位磁编1000w电机,额定电流5.3A,额定转矩3.18N,额定转速3000,最大转速5000; 放卷电机用的10000线15000电机,额定电流7.2A,额定转矩4.8N,额定转速3000,最大转速4000; 收卷减速箱30:1,放卷减速箱60:1;放卷最大卷材1吨(直径80cm),收卷最大卷材200kg(直径40+cm)左右, 驱动器都是1kw的。牵引轴Y轴最大转速4000rpm 客户要求:在收放卷轴无论是在大卷或者小卷时都能够正常运行,保证放卷轴能够在两PASS之间都能够低速运行(主要为了避免大卷的时候来回启停,影响打印精度和损坏减速箱),收卷轴的摆杆尽量摆幅小,如果精度受影响则可以适当加大摆杆的摆幅。 我的做法:我在的是做伺服的,所以直接更改的伺服内部的程序做的 收卷的做法:通过卷径计算出来主速度V1,然后通过模拟量设定目标位置电压进行PID得到补偿速度V2,得到输出速度V(=V1+V2),进行一阶低通滤波,然后给速度环的速度给定。调试过程中得到V1时,机器打印一次收卷摆杆会稍微上移一点,然后加上V2,连续打印,摆杆停止位置在目标位置小范围波动。 放卷做法:先计算出来V1的速度,然后通过模拟量进行PID补偿得到V2的值,接着一阶低通滤波,滤波时间给的偏大,使得摆杆能够上移,然后下来,由于感觉摆杆下移还是太快,故在放卷目标位置得上方设置一个区间,在此区间内以一很小速度运行,直到目标位置停止。 目前碰到的问题:现在收放卷都能正常打印,问题点时:1:放卷的摆杆在向下运动时速度不够平滑(也就是放卷摆杆在上去之后下来的时候会停在设定的目标位置,有个顿挫感),2:收卷在从小卷到30cm卷径的过程中,停的时候会有抖动产生,小卷径没有,大卷径的时候出现了(我看了我的速度给定,很平滑,但是在电机停止的时候会顿一下,造成收卷的摆杆抖动影响打印精度)。现在2问题最严重,因为客户不能接受,采集的速度和电流波形图如下,希望做过的朋友给点想法,(目前我得做法是使劲滤收卷得输出速度,使得减速阶段得速度给定变缓,从而停止时没那么抖,但是问题并没有消除!)
|
|
A原 游侠 经验值:327 发帖数:9 精华帖:2 |
40楼
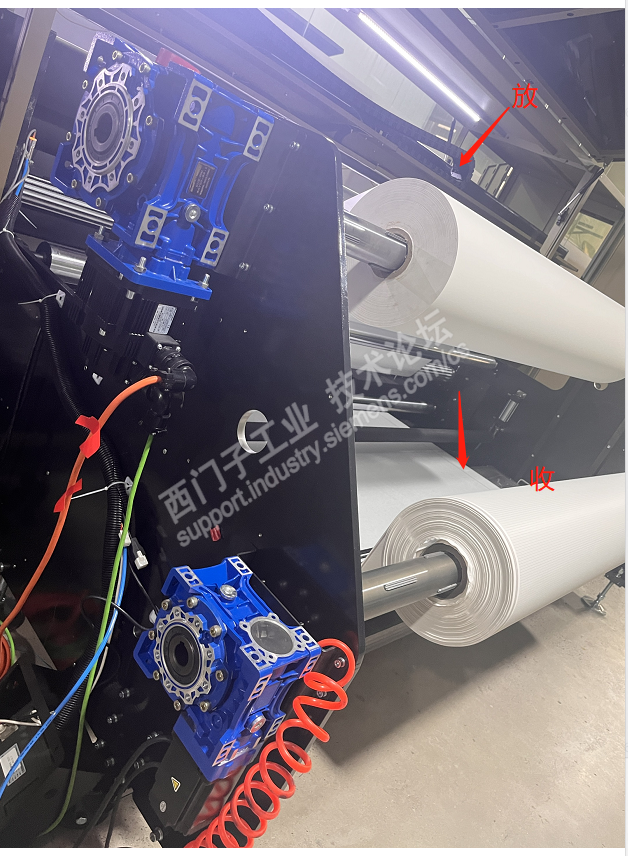
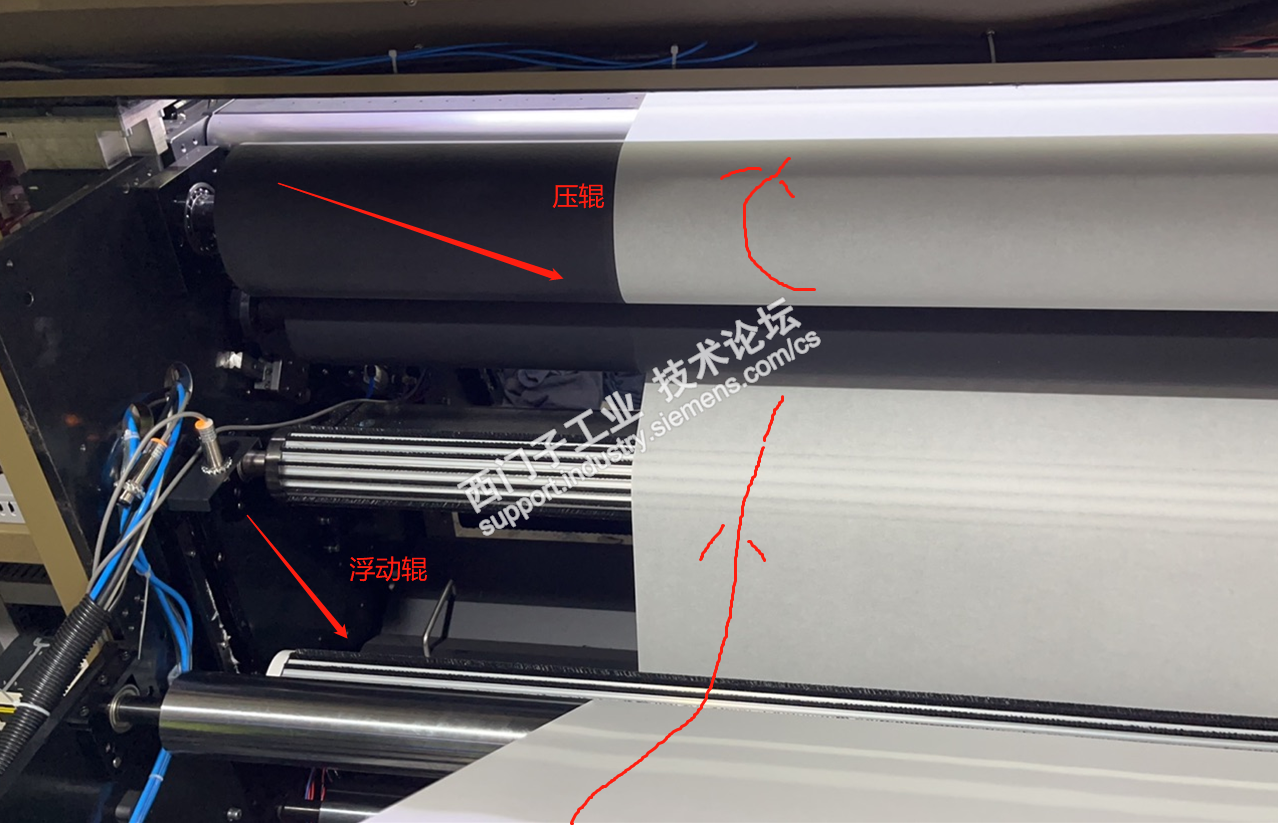
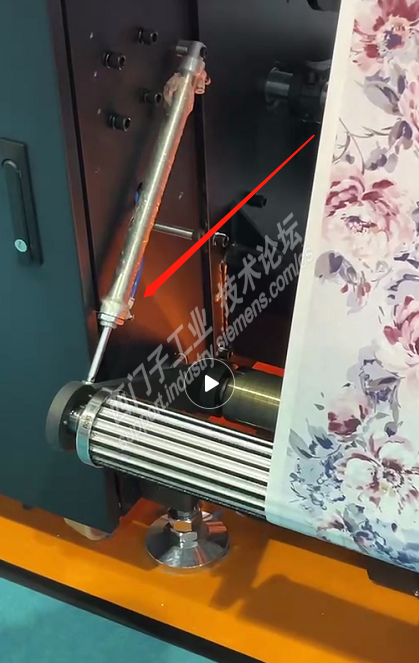
主题:回复:收放卷闭环速度控制你好,看了你的回复,我目前的做法就是将速度给定的减速阶段放缓,使其大惯量时的停不那么抖。内部的转矩限制是额定的3倍。所以不存在说转矩限制的,当前的最大运行电流才5A多(支持3倍过流,电机6.3A的额定电流),所以还好。请教你几个问题 1、关于你说的放卷后面是压辊的那种才是力矩控制,你说的压辊是哪种?(我更新了一下图,你看一下是不是这种) 2、由于我也去过这种行业的展会看过,我发现摆杆部分大概分为两类,一种图片上的这种浮动辊,另外一种是加的气缸一样的杆支撑的(新更新上图),所以我想问的是怎么通过机器的机械结构推断他们用的什么模式控制的(速度/力矩)?对了我对标的那个竞品他们是速度控制的,而且运行的还不错。 昨天思考了一下,闭环速度方案应该也是可以的,只不过现在碰到个大惯量停时抖得问题,应该想方法解决掉这个问题,而不是避开这个问题想着换方案 |
|
yming 版主 经验值:130792 发帖数:22341 精华帖:846 |
44楼
主题:回复:收放卷闭环速度控制哎,要是用西门子驱动器(除了V系列的简易驱动);它都是内置工艺控制器。像这类自适应速度控制,舞蹈辊(浮动辊)传感器我都是直接接入变频器;不需要PLC控制器调整。 以后楼主有更高性能要求的项目时,多多关注西门子的驱动器。“一分钱一分货”。
学而时习之,不亦说乎?温故而知新,不亦乐乎?
|
|
呼啦啦水电费 侠圣 经验值:2975 发帖数:277 精华帖:15 |
56楼
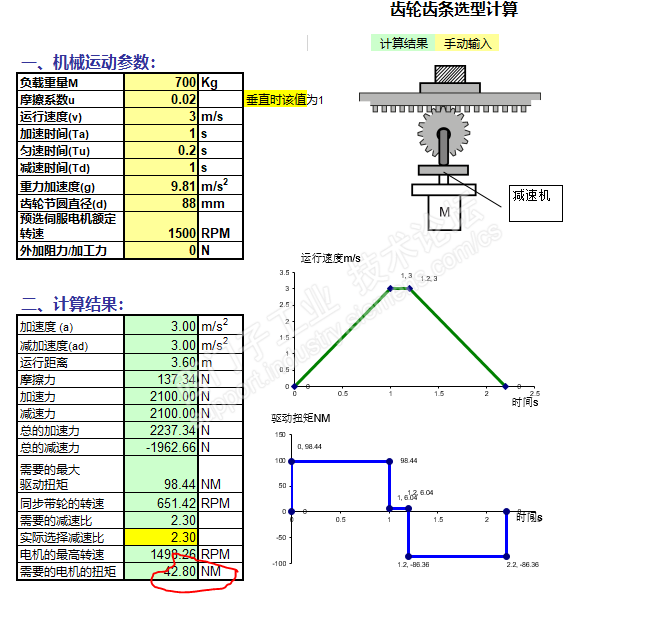
主题:回复:收放卷闭环速度控制呼啦啦水电费:谢谢任版,已经调试好,驱动永磁同步电机的视频就俩个核心,反电势和磁极识别搞定了。模型切换点不知道咋回事!竟然倒转 -- 回复上述评论。怎么搞定的?不介绍下吗? 任版,汇报下,永磁电机不能VC模式G120倒转问题可能与电机额定频率是100HZ(偶然从厂家那得知),我设定的50HZ,改了P1755能运行,回头再去试试。但我这样调试的结果加速度勉强到2M/S2-2.2M/S2就再上不去了。电机杭州微电伺服:功率11.8KW,电流22.4A,转速1500RPM,反电势216V,转子惯量90KG.M2*10-4,绕组电阻0.74欧姆,电感15.2MH,负载为行进小车(类似堆垛机),电机传动结构:同步带轮21齿带48齿,相当于减速比2.3,再驱动一个齿轮齿条88轮径带动小车行进。额定线速度是3M/S.经过计算。加速度到达3M/S2也应该很轻松,实际也就2M/S2,目前位置环增益0.3,位置前馈30%,速度环增益1.9,积分600MS,P342=28,P1496=10.
清风逝,尘飞扬
|
|
苍穹8421 侠士 经验值:1886 发帖数:176 精华帖:9 |
60楼
主题:回复:收放卷闭环速度控制楼主,您好 我之前做过锂电行业的辊压机器,7轴的 机械结构简介: ①放卷/收卷/前拉伸/后拉伸,这四个结构都是一根伺服轴+摆辊; ②两个主压辊是采用的变频+编码器(由于当时的伺服功率没这么大还是追求性价比更高已记不清); ③还有一根纯伺服冷却轴。 注:①②走的是速度控制,③走的是转矩控制。 控制方法: 整机建立一根虚拟主轴,所有的实轴都跟着主虚轴同步跑。 由于各个辊子的卷径是不相同的,并且收卷和放卷的卷径还是实时变化的,这个时候就会涉及到,怎么能保持整机所有的轴都是一个线速度。 因为整机的每根轴都挂在主虚轴上,因此各轴实际上是有一个线速度了,但由于各轴的直径大小不同,所以各轴动起来时的表现也不一样,如果此时上料,结果毫无疑问,就是料直接断掉。 那怎么解决在各辊子直径不同时,还能保证各辊子的线速度相同呢? 这边采用的是速度叠加,这个叠加的效果可能是使某根轴的线速度变快,也可能是变慢,还可能是一直在变,叠加速度的目的就是为了保证整机所有轴保持在一个线速度上。 对于放卷和收卷来说,叠加的速度有两个,一个是实时变化的卷径带来的,再一个是对应摆辊位置变化时带来的; 对于前拉伸和后拉伸来说,叠加的速度也是两个,一个是固定的卷径带来的,再一个是对应摆辊位置变化时带来的; 对于两个主压辊和冷却辊来说,叠加的速度就一个,是固定的卷径带来的。 收卷和放卷的实时卷径,是通过超声波检测后的实时数据再计算得到的,其它固定的卷径是通过辊子的直径d*圆周率Π计算得到。 摆辊受两个因素影响,一个是张力传感器,一个是位置传感器,对于张力和位置来说,调节的方式是通过PID(E)调节的,当实际张力或实际位置偏离设定值过大时,就会要求当前对应的辊子加快转到或减小转动,从而使得保持在设定位置和设定张力范围内。
大概机构模样见下图,当然还有很多固定的过辊没画
|
|
Zane 至圣 经验值:78911 发帖数:19731 精华帖:383 |
63楼
主题:回复:收放卷闭环速度控制我做的直进式大拉机,十几道轴之间只有高精度线速度同步,没有其他任何的额外调节,只在最后的收线前有一个摆杆,收线机的摆杆一般就是位置控制,收线轴是前馈加PID调节方式,摆杆位置一定张力一定,位置变化实际线张力就变化了。这是线材类多轴的速度同步及张力控制方式,20年前,大化纤牵伸部的三辊热成型的控制方案也是直接走12M DP总线的多轴高精度速度同步,只需监控每一根轴的负荷就行,也不要额外的调节。 不要说你的浮动辊是恒张力了,只要在往复运动,就不是恒张力,力是改变物体运动状态的原因。 多轴间,采用,浮辊,活套,摆杆的张力控制,一般速度都是上不去的,带材生产的高速收放卷一般会采用Load Cell。 楼主A原所描述的设备其实是一种应用控制要求很高的设备,是一个带定位(定尺)功能的间歇式收放卷系统,还要控制好打印面的张力,否在打印效果就会不同,另外还要要保证一定的效率(与打印幅面大小有关),如果是用于批量生产的话,就现在的机械、电气,控制方案,我觉得楼主调得很辛苦那是正常的,而且可能是没完没了的了。
Zane
注册自动化系统工程师
Always save before download
|
|
Zane 至圣 经验值:78911 发帖数:19731 精华帖:383 |
65楼
主题:回复:收放卷闭环速度控制高速直进式大拉机对速度匹配与张力的要求是很高的,不同的材料(比如铜线,钢线)也有不同的要求,稍有误差就是断线,所以设备的配模是很讲究的,而同时适配的速度系数设定也很重要,维持线张力在材料弹性形变范围内,又要保证每个轴的出力。 @苍穹8421 大侠的应用应该属于带材的涂覆,复合或复卷分切类设备,材料密度要高于纸,一般以单位面积的质量来表达材料的综合密度,带材的张力与材料的材质及幅宽有关。这类设备做高速的话,收放卷是不适合使用浮动辊做张力控制的,机械上要用S辊,舒展辊以及使用LOAD CELL的张力辊的设计,软件上应采用标准的惯量补偿的控制方式。对于收卷机构,及复卷分切设备,高速启停,张力控制,收卷端面齐整程度是很重要的三个方面。 您的应用,除去收放卷在收放卷之间的应用与直进式大拉机是没有多大区别的,这个中间段往往是工艺段,对线速度张力控制的精度要求会较高,收放卷是两个相反的应用,纸薄所能承受的张力不一定小的。如果材料的弹性系数较大,浮动辊的波动一定导致材料幅向变形,这样收卷端面就不容易齐整。
Zane
注册自动化系统工程师
Always save before download
|










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城
















 短信登录
短信登录
