| 作者 | 主题 |
|---|---|
|
第7代CNC 奇侠 
经验值:7266 发帖数:906 精华帖:3 |
楼主
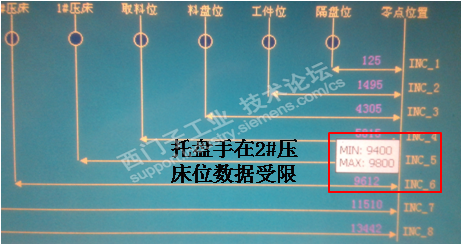
主题:S7-400PLC变量实现HEESS压床定位 一、存在问题 公司耗资565万元为热处理分部购置了2台德国HEESS淬火压床,其中编号2100-LY-836-00005双推盘炉上先前1#、2#国产压床的中间位置放置1台。如此,造成托盘机械手不能停靠在HEESS压床上方,只能停靠在先前1#压床位和2#压床位,使得无法继续HEESS压床的调试。
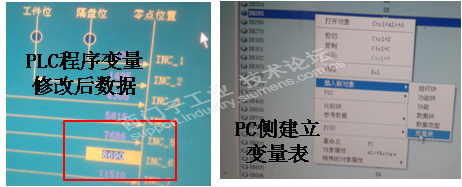
二、实施过程
《图解数控机床维修必备技能与实战速成》《实用数控加工手册》《车辆轮轴加工与组装》
|











 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 自动化标准机型应用中心
自动化标准机型应用中心 官方商城
官方商城