| 作者 | 主题 |
|---|---|
|
20190804647654 侠士 经验值:1399 发帖数:105 精华帖:0 |
楼主
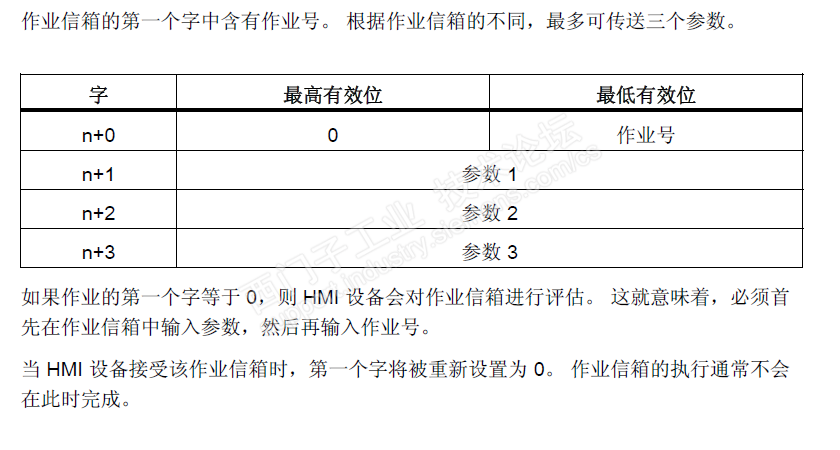
主题:wincc flexible使用PLC作业实现页面切换 在使用触摸屏过程中,有时会出现某个页面必须在某种特殊环境下才能操作,比如设备必须在手动模式、或者急停模式才可以调出某画面操作的场景,这时可以使用PLC作业实现页面切换。下面使用公司某台锯床为例子示范具体操作。
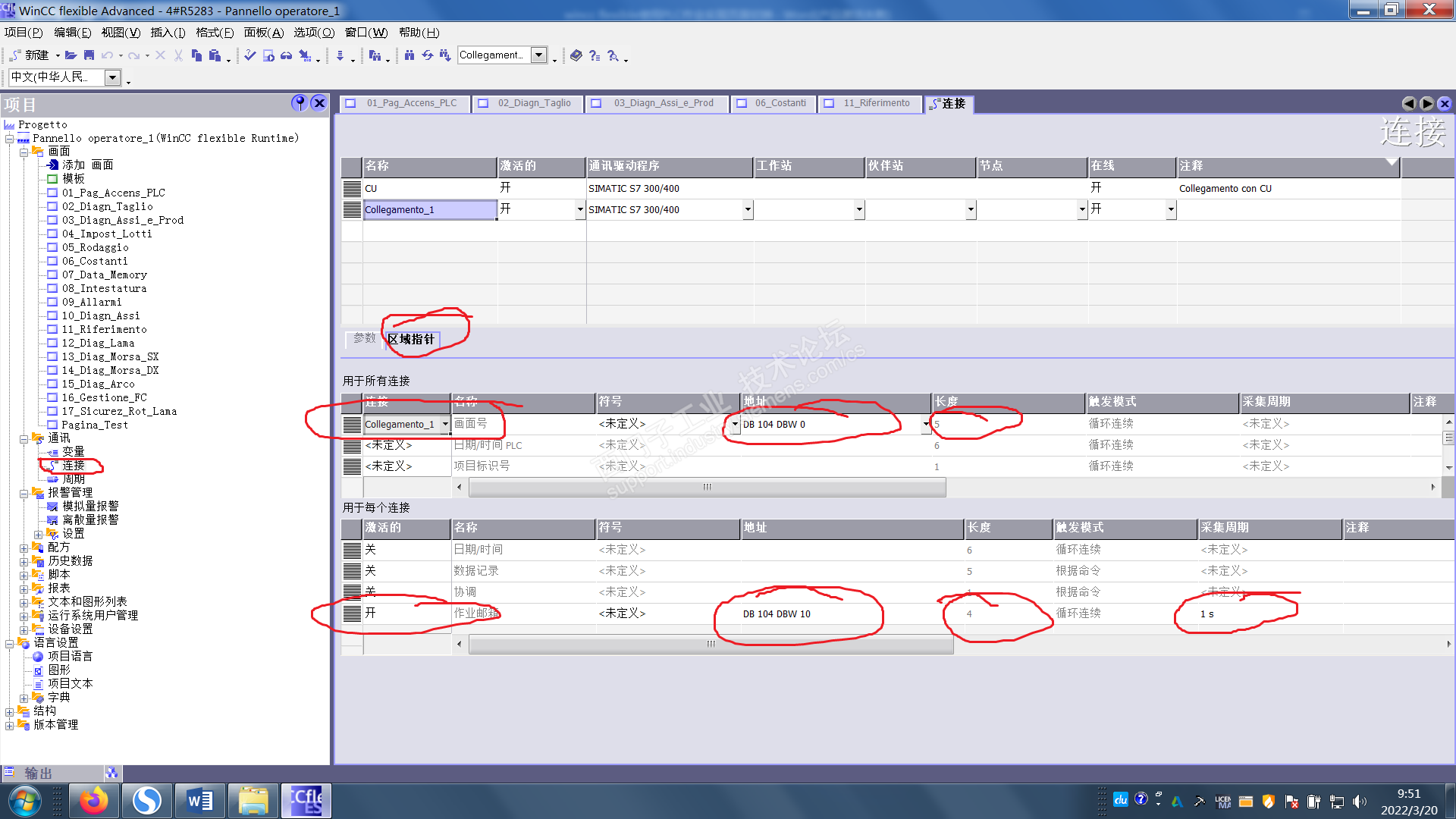
在wincc flexible中点击通讯里面的连接打开通讯设置界面,在该界面中点击区域指针,按照图中红圈部分对相关信息进行设置。如图该项目定义PLC变量画面号为DB104.DBW0开始5个字,作业邮箱定义DB104.DBW10开始4个字。
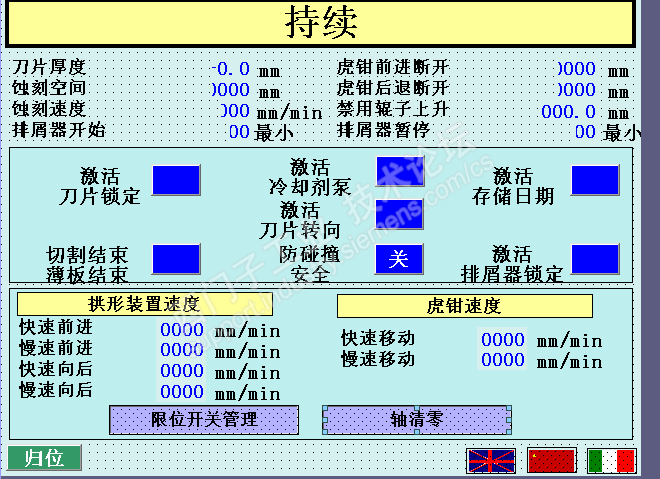
在该项目中场景,手动模式下图中红圈处输入密码7463,触摸屏将打开第六页,在该页中可以对设备切割速度,及限位回零等关键数据进行调整,以防止操作人员误进去或者工件加工时对数据修改造成工件报废等事故。
下面为PLC部分的处理。网络1作用确定手动模式下输入正确密码,网络2通过51作业号打开触摸屏第六页。 网络1 A "M 0.1" A "DB103".STAT96 A( L "DB102".STAT7 L L#7463 ==D ) FP DB151.DBX 0.1 = "db100".STAT269 网络2 A "db100".STAT269 = L 4.0 A( A( A L 4.0 JNB M00d L 51 T DB104.DBW 10 SET SAVE CLR M00d: A BR ) JNB M00e L 6 T DB104.DBW 12 SET SAVE CLR M00e: A BR ) JNB M00f L 6 T "DB102".STAT286 M00f: NOP 0 A L 4.0 A( L DB104.DBW 2 L 6 ==I ) JNB M010 L 0 T DB104.DBW 10 M010: NOP 0 如程序中将作业号51写入DB104.DBW10,将页码号写入DB104.DBW12.以实现特定场景下的应用。 下图为该设备中参数调整界面。
其中大量参数及选项修改会导致设备自动运行中出现事故。故使用作业邮箱可完美解决该问题。
|











 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 自动化标准机型应用中心
自动化标准机型应用中心 官方商城
官方商城