| 作者 | 主题 |
|---|---|
|
渔明锅红 至圣 
经验值:24866 发帖数:2054 精华帖:83 |
楼主
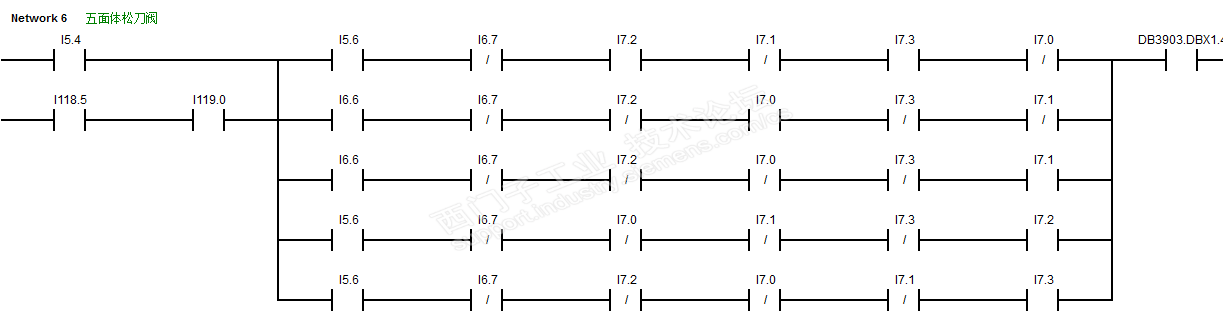
主题:五面体铣头采用子程序联动更换分享。 我们有台7轴门动的铣床,之前我没有接触过,什么叫五面体一无所知,对程序的了解更少。 但是老板要我对这台机床参与调试,其他调试人员对程序这一块也不熟,之前有台类似的机型但只有一只万能头。 首先我要了解什么是五面体铣头,通过了解我们这台机器有头罩,直角头,扁铣头,万能头,延伸头。 我找了一下之前工程师的程序,并且传到设备中去进行调试,结果是铣头识别有问题,信号有些乱,主要是接线人员没有按我出的图纸接线,主要是我没接触过此类设备,没有办法,只能根据实际接线更改程序:
上面是铣头在位可以松铣头的条件。
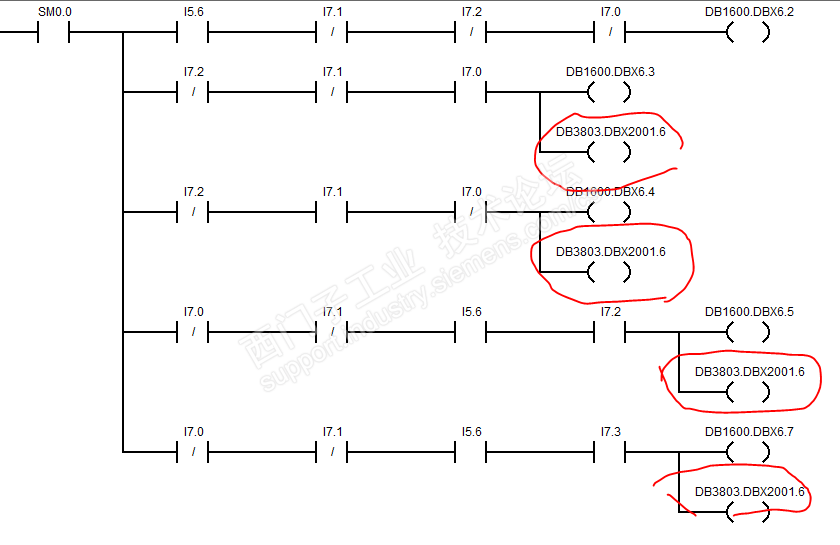
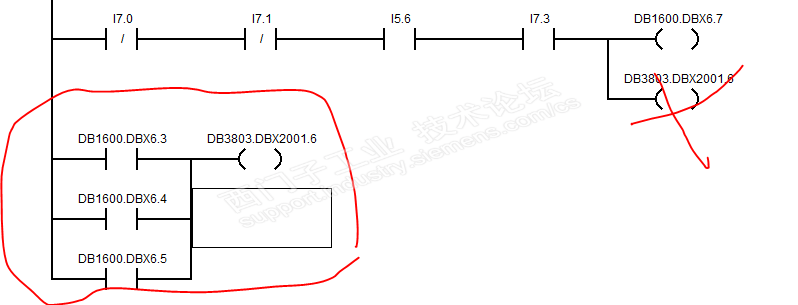
传送到HMI上的铣头信号,其中DB3803.DBX2001.6我查了一下是当我们的主轴M03指令时是正转,可装上铣头后会出现铣头方向反了,用到DB3803.DBX2001.6进行动态切换到M04。 可是程序运行时执行不了切换,铣头方向还是反了,后检查原来前任工程师这样的重复DB3803.DBX2001.6线圈是有问题的。 我进行更改如下:
意思把DB3803.DBX2001.6信号并为一个线圈,之后进行测试,功能实现了。 接着手动装上铣头,然后要装上刀具,发现松刀时主轴松刀和铣头松开是同时工作的,这个是有问题的。 我就把万能头,直角头,扁铣头三种条件加到主轴松刀互锁中去,这是原来程序的缺陷。
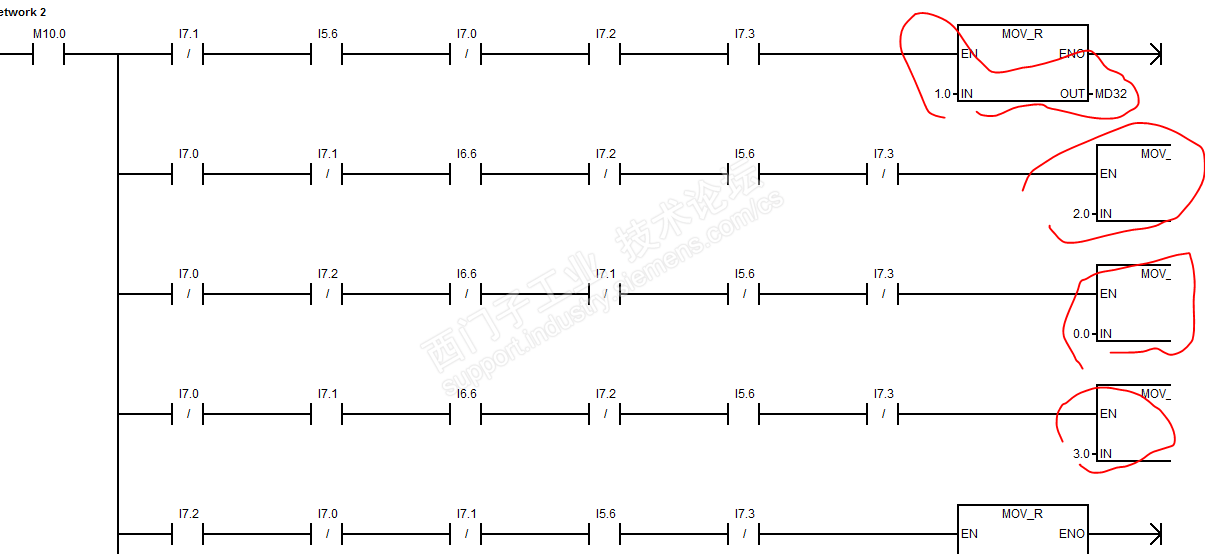
这个好了之后,开始做联动换铣头。 看一下写R参数的程序:
然后编写子程序: N1 S10 M11 N2 AAA: N3 IF R200==0 GOTO LEVEL4 N4 IF R200==1 GOTO LEVEL1 N5 IF R200==2 GOTO LEVEL2 N6 IF R200==3 GOTO LEVEL3 N7 IF R200==4 GOTO LEVEL5 N8 IF R200==5 GOTO LEVEL6 N9 G04F1 N10 G04F1 N11 LEVEL1: N12 IF R203==0 GOTO QDZ N13 IF R203==1 GOTO END N14 IF R203==2 GOTO FZJT N15 IF R203==3 GOTO FBXT N16 IF R203==4 GOTO FWNT N17 IF R203==5 GOTO FYST N18 G04F1 N19 G04F1 N20 LEVEL2: N21 IF R203==0 GOTO QZJT N22 IF R203==1 GOTO FDZ N23 IF R203==2 GOTO END N24 IF R203==3 GOTO FBXT N25 IF R203==4 GOTO FWNT N26 IF R203==5 GOTO FYST N27 G04F1 N28 G04F1 N29 LEVEL3: N30 IF R203==0 GOTO QBXT N31 IF R203==1 GOTO FDZ N32 IF R203==2 GOTO FZJT N33 IF R203==3 GOTO END N34 IF R203==4 GOTO FWNT N35 IF R203==5 GOTO FYST N36 G04F1 N37 G04F1 N38 LEVEL5: N39 IF R203==0 GOTO QWNT N40 IF R203==1 GOTO FDZ N41 IF R203==2 GOTO FZJT N42 IF R203==3 GOTO FBXT N43 IF R203==4 GOTO END N44 IF R203==5 GOTO FYST N45 G04F1 N46 G04F1 N47 LEVEL6: N48 IF R203==0 GOTO QYST N49 IF R203==1 GOTO FDZ N50 IF R203==2 GOTO FZJT N51 IF R203==3 GOTO FBXT N52 IF R203==4 GOTO END N53 IF R203==5 GOTO FWNT N54 LEVEL4: N55 IF R203==1 GOTO FDZ N56 QDZ: N57 IF R203<>0 GOTO END N58 MSG("取端罩开始") N59 G0G90Z-200 N60 X631.829Y1858.931 N61 SPOS=0 N62 G4F0.1 N63 M00 N64 MSG("确认滑枕上无附件头,按程序启动键继续!") N65 M20 N66 M33 N67 G4F5 N68 M90 N69 Z-1320 N70 G01G90Z=-1455F800 N71 M35 N72 G4F3 N73 M21 N74 STOPRE N75 G4F0.5 N76 G0G90Z-200 N77 R203=1 N78 M91 N79 MSG("取端罩结束") N80 M30 N81 FDZ: N82 IF R203<>1 GOTO END N83 MSG("还端罩开始") N84 G0G90Z-200 N85 X631.829Y1858.931 N86 SPOS=0 N87 Z-1320 N88 G01G90Z=-1455F800 N89 M20 N90 M33 N91 STOPRE N92 G4F5 N93 M90 N94 Z-1370F1000 N95 G0G90Z-200 N96 M35 N97 STOPRE N98 R203=0 N99 M91 N100 M21 N101 MSG("还端罩结束,等待头架到位后按NC循环启动") N102 M00 N103 GOTOB AAA
N104 QZJT: N105 IF R203<>0 GOTO END N106 MSG("取直角头开始") N107 G0G90Z-200 N108 X629.529Y1259.031 N109 SPOS=0 N110 G4F0.1 N111 M00 N112 MSG("确认滑枕上无附件头,按程序启动键继续!") N113 M20 N114 M33 N115 G4F8 N116 M83 N117 G4F2 N118 M90 N119 G0G90Z-1000 N120 G01G90Z=-1327F1000 N121 G4F0.5 N122 M35 N123 G4F1 N124 M85 N125 M21 N126 STOPRE N127 G4F0.5 N128 G01G90Z-1000F1000 N129 G0G90Z-200 N130 R203=2 N131 M91 N132 MSG("取直角头结束") N133 M30 N134 FZJT: N135 IF R203<>2 GOTO END N136 MSG("放直角头开始") N137 G0G90Z-200 N138 X629.529Y1259.031 N139 SPOS=0 N140 Z-1000 N141 G01G90Z=-1327F1000 N142 M20 N143 M33 N144 G4F8 N145 M83 N146 G4F2 N147 M90 N148 Z-1000F1000 N149 G0G90Z-200 N150 M35 N151 M85 N152 STOPRE N153 R203=0 N154 M91 N155 M21 N156 MSG("还直角头结束,等待头架到位后按NC循环启动") N157 M00 N158 GOTOB AAA N159 QBXT: N160 IF R203<>0 GOTO END N161 MSG("取扁铣头开始") N162 G0G90Z-200 N163 X630.213Y2797.506 N164 SPOS=0 N165 G4F0.1 N166 M00 N167 MSG("确认滑枕上无附件头,按程序启动键继续!") N168 M20 N169 M33 N170 G4F8 N171 M83 N172 G4F2 N173 M90 N174 G0G90Z-1000 N175 G01G90Z=-1327F1000 N176 G4F0.5 N177 M35 N178 G4F1 N179 M85 N180 M21 N181 STOPRE N182 G4F2 N183 G01G90Z-1000F1000 N184 G0G90Z-200 N185 R203=3 N186 M91 N187 MSG("取扁铣头结束") N188 M30 N189 FBXT: N190 IF R203<>3 GOTO END N191 MSG("放扁铣头开始") N192 G0G90Z-200 N193 X630.213Y2797.506 N194 SPOS=0 N195 Z-1000 N196 G01G90Z=-1327F1000 N197 M20 N198 M33 N199 G4F8 N200 M83 N201 G4F2 N202 M90 N203 Z-1000F1000 N204 G0G90Z-200 N205 M35 N206 M85 N207 STOPRE N208 R203=0 N209 M91 N210 M21 N211 MSG("还扁铣头结束,等待头架到位后按NC循环启动") N212 M00 N213 GOTOB AAA N214 QWNT: N215 IF R203<>0 GOTO END N216 MSG("取万能头开始") N217 G0G90Z-200 N218 X633.477Y4522.106 N219 SPOS=0 N220 G4F0.1 N221 M00 N222 MSG("确认滑枕上无附件头,按程序启动键继续!") N223 M20 N224 M33 N225 G4F8 N226 M83 N227 G4F2 N228 M90 N229 G0G90Z-1300 N230 G01G90Z=-1374.07F1000 N231 G4F0.5 N232 M85 N233 G4F1 N234 M35 N235 M21 N236 STOPRE N237 G4F2 N238 G01G90Z-1300F1000 N239 G0G90Z-200 N240 R203=4 N241 M91 N242 MSG("取万能头结束") N243 M30 N244 FWNT: N245 IF R203<>4 GOTO END N246 MSG("放万能头开始") N247 G0G90Z-200 N248 X633.477Y4122.106 N249 SPOS=0 N250 Z-1300 N251 G01G90Z=-1374.07F1000 N252 M20 N253 M33 N254 G4F8 N255 M83 N256 G4F2 N257 M90 N258 Z-1300F1000 N259 G0G90Z-200 N260 M35 N261 M85 N262 STOPRE N263 R203=0 N264 M91 N265 M21 N266 MSG("还万能头结束,等待头架到位后按NC循环启动") N267 M00 N268 GOTOB AAA N269 QYST: N270 IF R203<>0 GOTO END N271 MSG("取延伸头开始") N272 G0G90Z-200 N273 X633.477Y4522.106 N274 SPOS=0 N275 G4F0.1 N276 M00 N277 MSG("确认滑枕上无附件头,按程序启动键继续!") N278 M20 N279 M33 N280 G4F8 N281 M83 N282 G4F2 N283 M90 N284 G0G90Z-1300 N285 G01G90Z=-1368.559F1000 N286 G4F0.5 N287 M85 N288 G4F1 N289 M35 N290 M21 N291 STOPRE N292 G4F2 N293 G01G90Z-1300F1000 N294 G0G90Z-200 N295 R203=5 N296 M91 N297 MSG("取延伸头结束") N298 M30 N299 FYST: N300 IF R203<>5 GOTO END N301 MSG("放延伸头开始") N302 G0G90Z-200 N303 X21005.4Y3570.425 N304 SPOS=0 N305 Z-1300 N306 G01G90Z=-1368.559F1000 N307 M20 N308 M33 N309 G4F8 N310 M83 N311 G4F2 N312 M90 N313 Z-1300F1000 N314 G0G90Z-200 N315 M35 N316 M85 N317 STOPRE N318 R203=0 N319 M91 N320 M21 N321 MSG("还延伸头结束,等待头架到位后按NC循环启动") N322 M00 N323 GOTOB AAA N324 END: N325 G0G90Z-200 N326 M30 测试运行完美,从一个无知者走向成功好开心,并且解决前任工程师留下的问题。
网鱼能够改善伙食,还能释放工作中的压力。
|











 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城