| 作者 | 主题 |
|---|---|
|
WWCWWC 至圣 
经验值:79271 发帖数:9118 精华帖:157 |
楼主
主题:西门子840D系统25050#报警的分析 
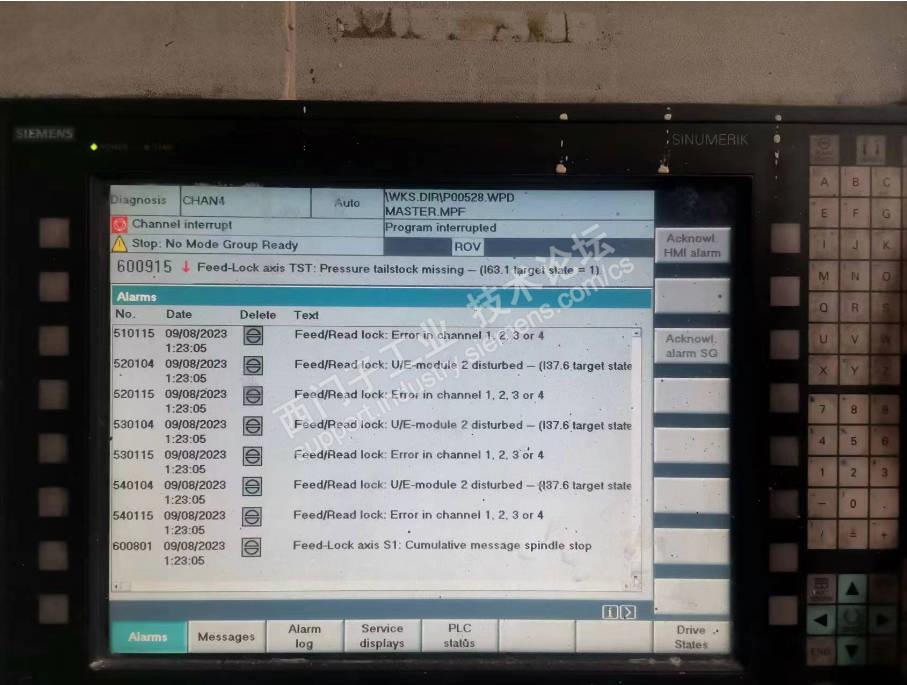
西门子840D系统25050#报警的分析 前几天,我曾经通过监控PLC输出状态,排除过一起数字量输出模块通道硬件故障的过程,已经发过一贴【一起比较隐蔽的840D系统故障处理过程】。https://www.ad.siemens.com.cn/club/bbs/post_1839358_20_0_0.html#anch 今天在巡检过程中,发现该设备在换模(加工工件需要配置的模具)后,第一次运行尾座(伺服液压通道上的主轴)又频繁报警,图示:
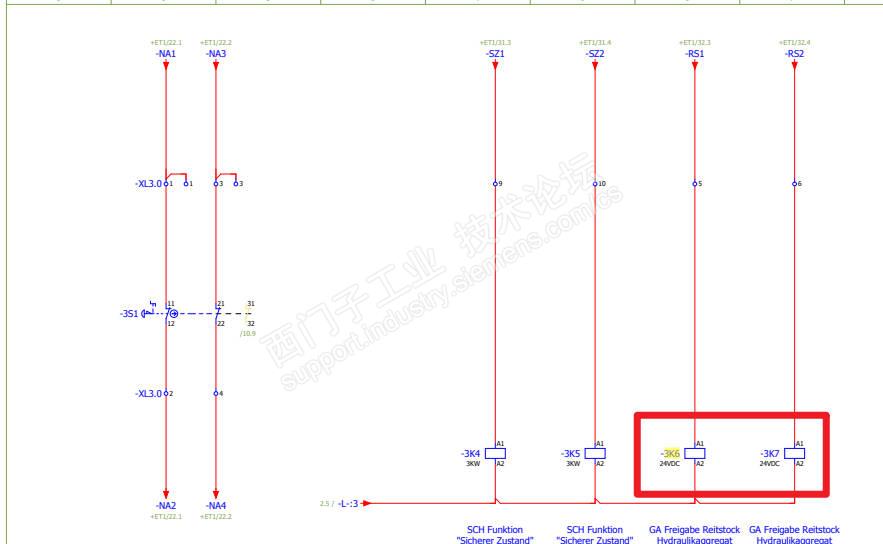
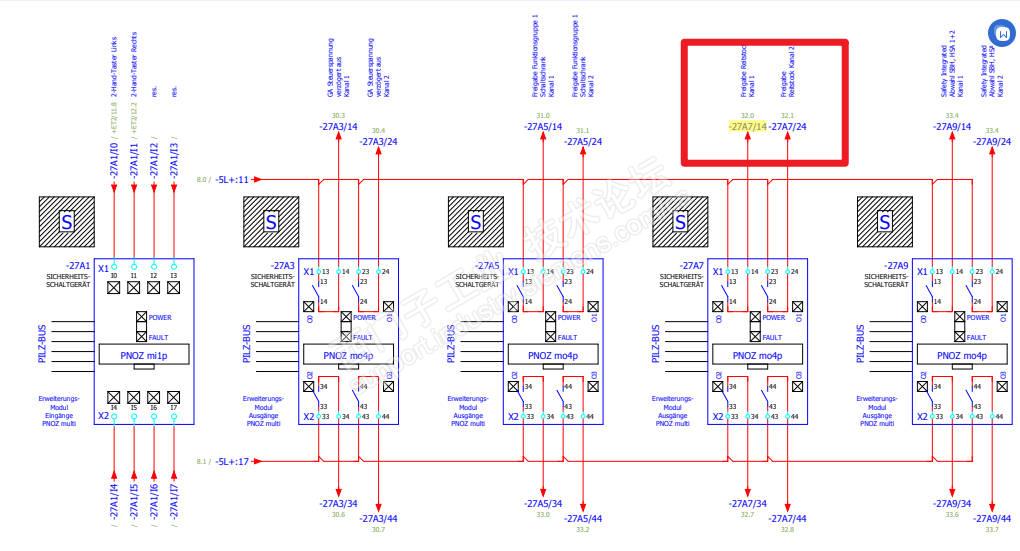
按MCP板上的RESET键(I3.7)可以消除报警,在JOG状态下,点动尾座能够移动并没有报警。将状态切换到auto后,各轴运行到NCK工作起始位仍然正常。但是,一旦待尾座快速移动后,系统立即报警上述报警信息。 马上想起前几天的处理过程,到液控单向阀线圈旁,让同事在JOG状态下按MCP板上的尾座(TXT)通道的+/-键,未发现线圈上的橙色指示灯亮起,有戏!难道是更换输出地址后输出点又故障了不成?难道这个线圈有短路漏电的可能?带着一连串的问号来到那个从站控制箱,让同事复位后继续在JOG状态下操作点动,看输出模块Q63.7的绿色指示灯是亮的,基本说明模块没有问题。想了想,虽然输出模块是继电器输出2A的驱动能力,还是外置中间继电器稳妥了,紧急采购的数字量输出模块还没有到货。于是,到办公室拿了部分小型继电器底座、匹配的继电器和接线端子、导线等必要的材料,准备实施继电器扩展的方案了。控制箱上找了一个合适的外置,随手卡入几个继电器底座,先连接公共的线圈M端子后,当需要将原Q64.7(因硬件通道故障,已经连接到新的输出位置Q63.7)的导线移入小型继电器底座时,发现导线长度不够,我准备更换原导线,重新做一条新的连接导线,在线槽上这么一扯,好家伙!扯出新的问题来了。什么问题呢?原来,这个Q64.7是尾座通道轴速度和位置控制的控制使能位,虽然最终控制的是液控单向阀的信号管脚。由于控制的重要性,原程序模块输出换外置了2个小型继电器,来确保安全性,电气原理图示:
3K6/3K7继电器输出回路。 线圈的电源去向。
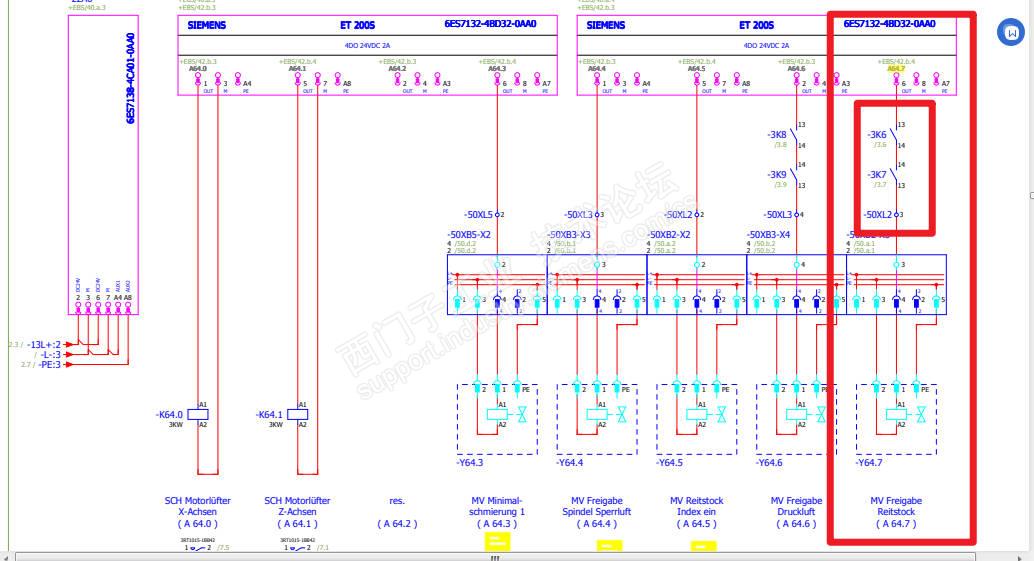
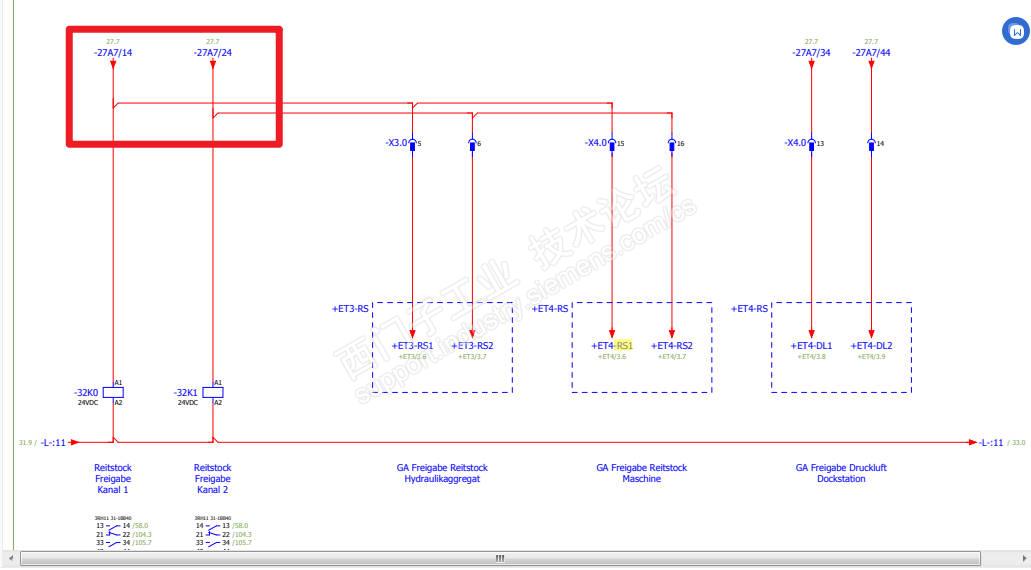
通过电气原理分析:原来3K6/3K7继电器是受PILZ安全继电器的输出控制关联的。当Q64.7(实际已经变更为Q63.7)输出正常时,还需要经过3K6和3K7 的2个继电器辅助NO触点的控制,才能够到达wago输出接线盒,最终到达液控单向阀线圈端子上,电气原理图一,完整说明了回路的连接过程。 根据实际现状初步判断,3K6、3K7继电器是吸合的,说明安全plc是有输出的,可能是这2个继电器的辅助触点存在接触电阻增大或者开路的可能性比较大,于是到机修间找了找西门子3RT系列辅助触点,准备外置辅助触点解决可能的触点接触电阻和开路问题。 在实际处理时,发现该继电器的辅助触点并没有完全用足,也懒得添加外置辅助触点了,直接在原来空余的触点回路上,添加了2根导线,目的是将这2个触点并联使用,增加触点吸合的可靠性,图示: 图示红色导线就是新添加上去的回路。连接完成确认后,让同事重新操作,我再到液控单向阀线圈旁看那个橙色的指示灯,此时,随同事的操作,那个橙色指示灯能够迅速点亮或者熄灭,说明这样并联起到了效果,这样的处理也是能够在临时状态下,被使用的应急方法。如果在使用过程中再次出现类似的故障,那么,再添加辅助触点也不迟的,因为排查过程已经有了,故障出现只需判断、鉴别后添加也是快捷的。 上述的叙述是为了下面的分析,上面的处理过程中,系统报警图示:
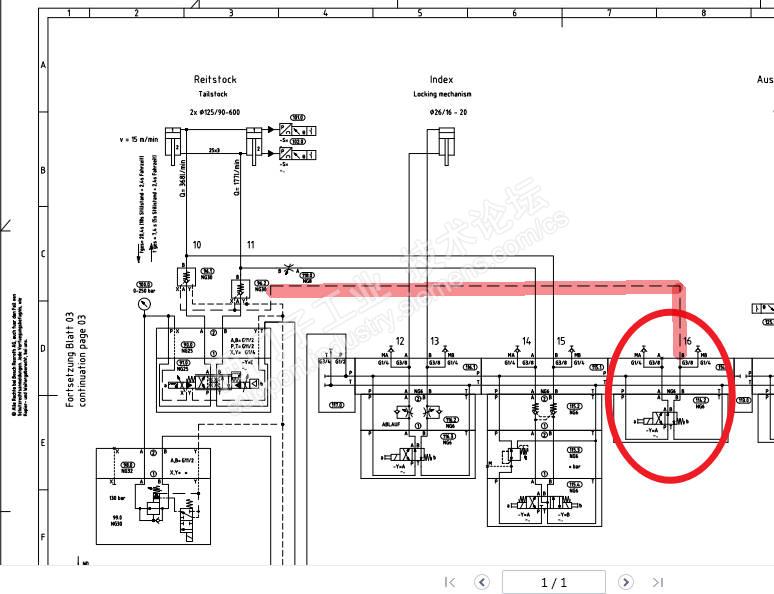
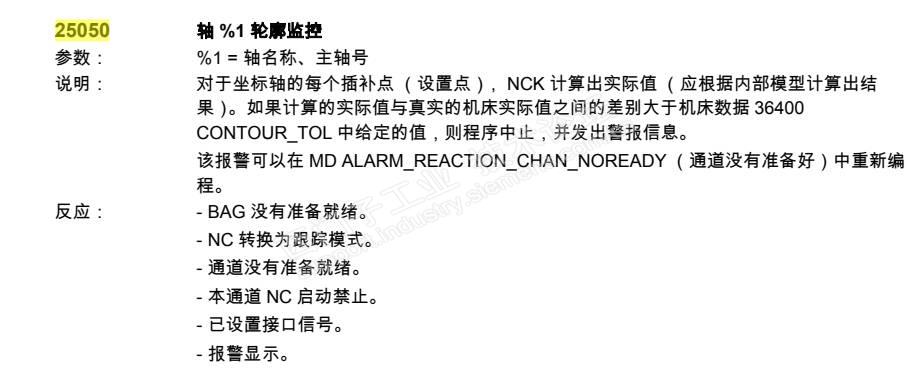
一个在液压伺服驱动中经常出现的“怪物”。 分析原因: 为分析过程控制,仍然需要拿出液压原理图进行分析,图示: 红色圈就是尾座(双油缸回路)的液控单向阀的信号管驱动,当该回路由于存在接触电阻增大,使线圈24V电压下降,使线圈难以可靠吸合或者是开路,完全没有24V电压后,相当于液控单向阀信号管未触发,继而使尾座的主油路没有可靠打开,“锁定了”油缸的运动,而此时伺服比例阀已经被驱动,来驱动油缸的上、下移动。好家伙!液压伺服比例阀已经做出移动的响应,而主回路上的液控单向阀因为得不到打开信号,还牢牢的锁定着,这个25050#的报警能不出现? 反过来,看看这个报警信息的含义,图示: 报警含义是轴没有按NCK程序计算要求到达指定的位置,系统报警正符合目前这样故障了的工况。在通道使用液压伺服轴时,并不是MD36400的参数偏小的原因,这里不建议用户擅自修改这个参数,来屏蔽所谓的类似报警。 近期,我司新上的几台设备,大量的应用了液压伺服,替换原来的电机伺服,由于液压伺服的特性,及液压驱动原因,25030#、25040#、25050#报警频繁出现,一般都是可以通过按MCP板上的reset键消除报警的。虽然出现这些报警的原因很多,不仅仅只是设备方面的原因,也有工件毛坯上的原因。我将针对我司的这些设备25030#~25050#做一些深入的探索及尝试,来加强对此类型报警的处理能力。 |











 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城