轧机的主要配置驱动控制为S120的CU320配两个CUA32控制器带G120 功率模块 PM 240-2,电机功率45KW,电机后面配置第三方编码器进行闭环控制。设备PLC1511通过报文对S120进行速度同步控制。下轧辊为主动轴,上轧辊为从动轴。
发现问题:车间的轧机于17年开始正常生产,运行两年多时间从未出现过较大的异常。轧机压力在60T以下运行都非常的稳定。20年中旬,在一次偶然的车间巡查过程中,发现一台设备的HMI历史报警记录里面有F7900报警。查询S120故障手册,F7900为电机堵转报警。
产生原因:
电机长时间以转矩极限值工作,超出了 p2177 中设置的时间,低于 p2175 中设置的转速阈值。
如果转速实际值振荡,并且转速环输出端始终暂时达到挡块,则也会触发该信息。
如果激活了模拟运行(p1272 = 1) 且激活了带转速编码器的闭环控制(p1300 = 21),则当编码器信号来自其他电机(即不是根据闭环的转矩设定值运行的电机)时,会发出该堵转信息。
处理: - 检查电机是否能自由运动。
- 检查转矩极限:正旋转方向为 r1538,负旋转方向为 r1539。
- 检查信息“ 电机堵转” 的参数,必要时修改参数(p2175,p2177)。
- 检查实际值取反(p0410)。
- 检查电机编码器连接。
- 检查编码器线数(p0408)。
过程分析
根据手册说明,轧机的主辊电机应该是长时间转矩在极限值运行造成的。于是询问设备的操作员,得知最近生产一种新的产品型号时才出现的报警。报警停机后可以直接复位并继续生产所以并未上报设备异常,并且该报警的产生只在高速模式停机时才会出现。
于是进入HMI上的电机转矩监控画面,通知生产开机继续生产。设备启动后显示的上下辊的转矩波动较大,切换高速模式,转矩波动继续增大。高速下开始停机,速度下降时,下辊的转矩持续性升高,最后显示500N左右并且驱动器又发出了报警。测试多次后现象基本类似,压力越大,速度越快,停机时下辊的转矩升的越高。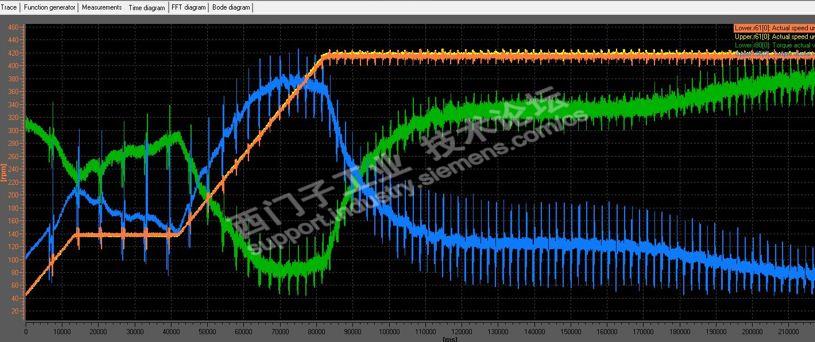
解决过程
由于S120驱动器之前是其他人调试的,于是开始联系交流故障的产生原因,解决办法。最终决定增加droop功能使用负荷分配功能(扭矩均衡)。监控实际速度,upper上辊比下辊快。加速时,上辊拖着下辊运行,下辊发电;减速时,上辊拖着下辊运行,下辊发电;
解决方法:upper axis从轴参数,激活droop软化功能,实现负荷分配(扭矩均衡)
1) Setpoint addition--p1488=2;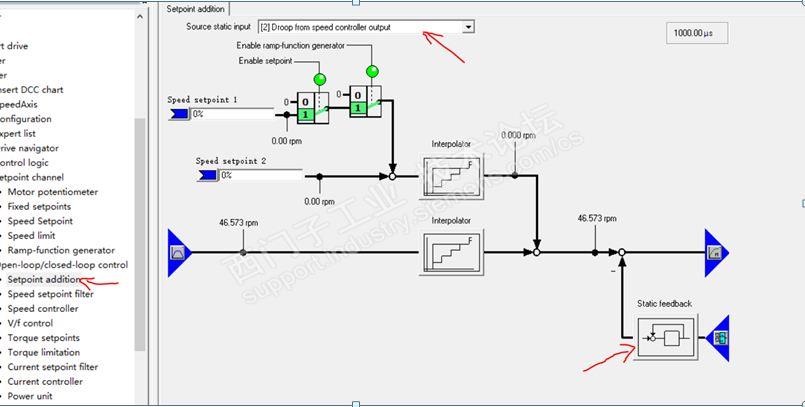
2) p1492=1;p1486= lower.r1508;p1489=0.001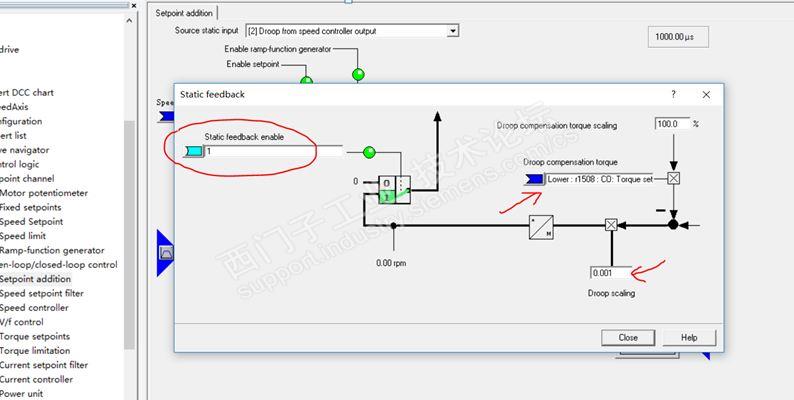
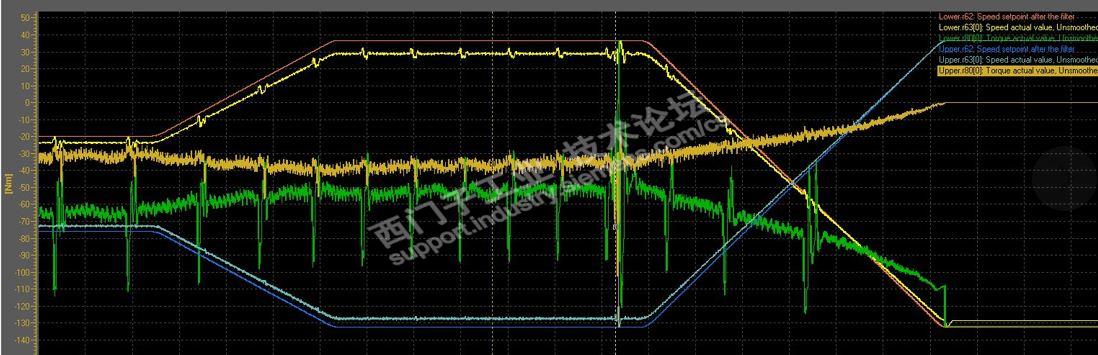
待现场不生产时,修改参数;改完参数后,加压上下辊压料,慢慢增加速度带料运行,同时监控实际转速和扭矩。两个轴的扭矩相同方向增减,不出现“分叉”现象。同时转矩也控制在100N以内,波动较小。










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国



 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐











