【安装调试】刀具监控
有部分特殊的机加工设备对工艺要求比较精确,加上设备本身内部比较脏乱,有些刀具检测不够精确不能满足要求,有些满足要求又容易受到干扰报警频繁。
现有一家比较好的刀具检测,我打算装上试一下。
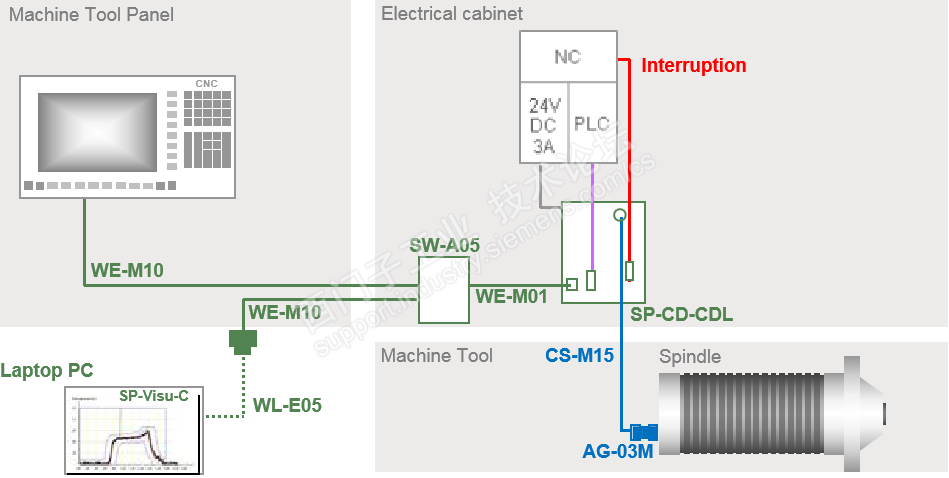
我看完这款模块发现现在的集成做的非常好,模块化、简单化,我不需要获取刀具长度、振动等模拟量数据,只需要给数字量输入输出就行。这就给我们硬件接线和软件编程省了很多步骤,数字量编程也简单。
第一步,阅读使用说明书,结合我设备需要的功能,简单确定一下硬件和通信接口表,简单模拟一下。
比如24V供电电源、一个开始检测信号、一个结束检测信号、一个报警信号、一个(或者若干)刀具信号。
第二步,选好设备备用的信号接口和NC指令M代码。
M60作为开始监测,置位后及时复位;M61作为结束监测,置位后及时复位;
第三步,做好硬件接线。
24V直流电源;
找到PLC备用的输入输出点I39.7,Q33.6,Q33.7。
第四步,编程。NC编程触发检测开始M代码激活PLC输入点,输出给检测模块开始检测。检测模块报警输出点,传给PLC触发设备报警。后面的类似......
NC:
test_Loop = 3 检测到夹屑后,清除刀具的循环总数(3 次)
start:
IF test_Loop == 0 GOTOF stop 循环3 次
test_Loop = test_Loop -1
stopre
IF test_OK == 1 GOTOF END test 检测OK,退出子程序,继续加工
cleaning_tool 移除刀具GOTOB start
stop:
Stop_Machine 停机
END
PLC:
Net 1: start and stop
A M 0.1
= L 0.0
A L 0.0
A M 15.4 ;M60
S Q 33.7 ;start
R M 15.4
A L 0.0
A M 15.5 ;M61
R Q 33.7 ;stop
R M 15.5
Net 2 :tool number
A M 0.1
= L 0.0
A L 0.0
A(
O M 15.6
O M 70.0
)
= Q 33.6
A L 0.0
A M 70.1
= Q 32.7
Net 3: alarm
A M 0.1
A I 39.7 ;alarm input
= M 150.1 ;spindle stop
= M 60.2 ;NC-rest
Net 4: Acquire alarm
A M 0.1
A I 3.7 ;rest
= Q 33.4 ;alarm cancel
第五步,下载程序测试。
当M60激活时,模块开始检测主轴的振动情况,激活M61时,停止检测。
接收到报警输入时,设备复位停止;按报警消除可以复位报警。
测试后正常,能满足要求。
接下来就是要将程序补充更加完善,添加各种循环、判断等里面嵌入到主程序里就可以使用了。










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国



 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐










