一台数控立车系统为西门子828D报警

按照通常方法查看行程开关,发现当前位置不可能到到行程开关。测量行程开关电压正常,没办法查查手册看看有什么思路吧。
按照报警信息查看手册
21614 [ 通道 %1: ] 轴 %2 到达硬件限位开关 %3
说明: 在NC/PLC 接口上,设置了信号DB380x DBX1000.1 und .0 ( 硬件限位开关 正- 负)。
反应: 本通道NC 启动禁止。
报警显示。
处理:
1. 在已经回参考点的轴上,软件限位开关1 或2 应在轴到达硬件开关前作出响应。检查机床数据MD36110
$MA_POS_LIMIT_PLUS、MD36100 $MA_POS_LIMIT_MINUS、MD36130 $MA_POS_LIMIT_PLUS2 和MD36120
$MA_POS_LIMIT_MINUS2,并检查用于选择DB380x DBX1000.3 / 1000.2 (第1/2 软件限位开关正/ 负)的 NC/
PLC 接口信号并在必要时进行更正(PLC 用户程序)。
2. 如果轴还未回参考点,可以在JOG 模式下沿相反方向离开硬件限位开关。
3. 假如轴根本没有到达硬件限位开关,检查PLC 用户程序以及限位开关和PLC 输入模块之间的连接。
按照上面信息,查看对应轴变量,点开通用机床数据页面

得知X轴为第一个轴,所以其限位变量应该为DB3800.DB1000.1(如果为第二轴那么就是DB3801.DB1000.1).通过PLC Programming Tool软件查看PLC程序。如图
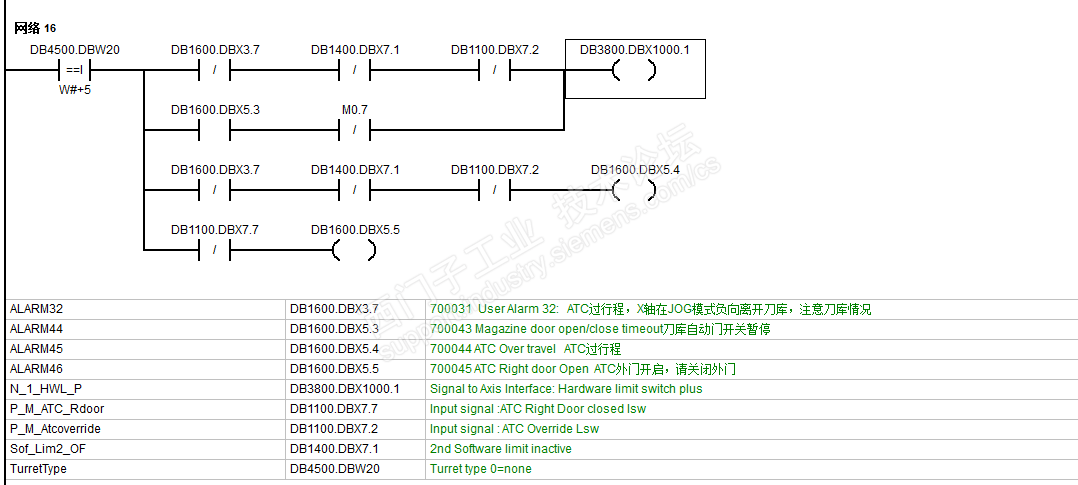
原来828D可以通过定义软限位,来实现硬限位报警。该设备灵活使用了该报警,在使用对刀仪时,防止了对刀仪舱门未开启引起的撞机事故。
在维修西门子设备的时候,手册是最好的老师,学会灵活运用各种手册,许多没见过的问题也能迎刃而解。










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国



 黄金
黄金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐










