原本ABB机器人与3D视觉相机有直接链接的方式,但是ABB机器人需要购买interface功能软件,成本上有大几千块钱的增加。并且直连的话,机器人如果没有并行调用的功能,那么当相机拍照时,机器人只能运行相机相关程序,等待拍照结果,这样会浪费好几秒钟的节拍。直连的好处就是电气不用发愁相机的控制,安心给机器人发程序号就好了,比较简单。
楼主有个项目就被节拍卡了脖子,需要缩短大概二十秒的节拍时间,毕竟项目经理已经把牛逼吹出去了,那肯定得实现,没办法就得从程序上去优化,想偷懒是不行了。3D相机拍三类工件,机器人抓三次,每一次都会原地等待五六秒钟,加起来就是十几秒。鉴于此就需要用PLC介入,在机器人干活的时候,使用PLC控制相机拍照,存储抓取点,待机器人干完活第一时间将坐标数据发送给机器人,避免机器人发生等待。
PLC和机器人之间走的profinet通讯,要实现上边的功能,难点就是怎么将坐标的浮点数正确的发过去,保证机器人能够识别。关键的数据处理过程是在机器人侧做的,这里主要想说的是profinet是可以的,只不过需要机器人处理一下。
相机控制程序不再赘述。
关键讲一下profinet发送real型数据给ABB机器人,如何正确处理,网上查到的相关资料比较少,我主要也是现场试出来的。
1、 创建Profinet坐标变量,数据类型为real。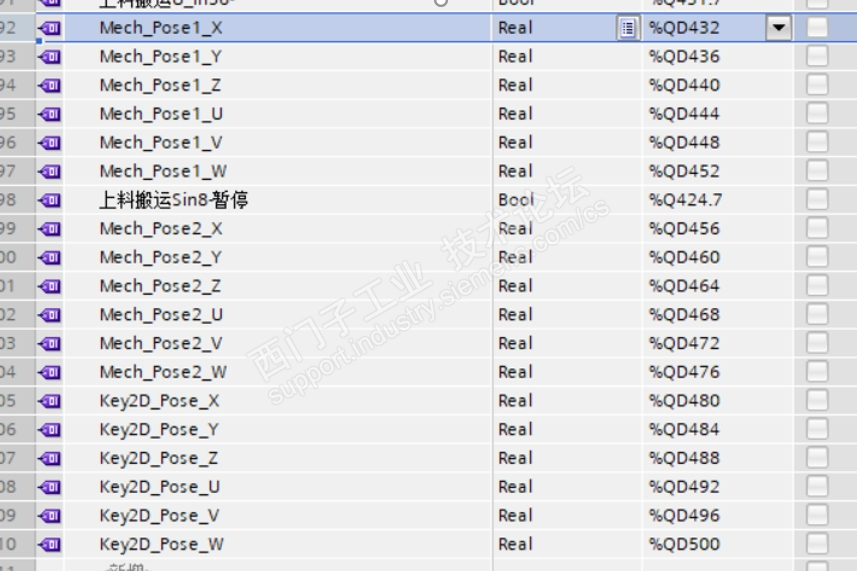 2、 将读取到的坐标赋值到Profinet输出中
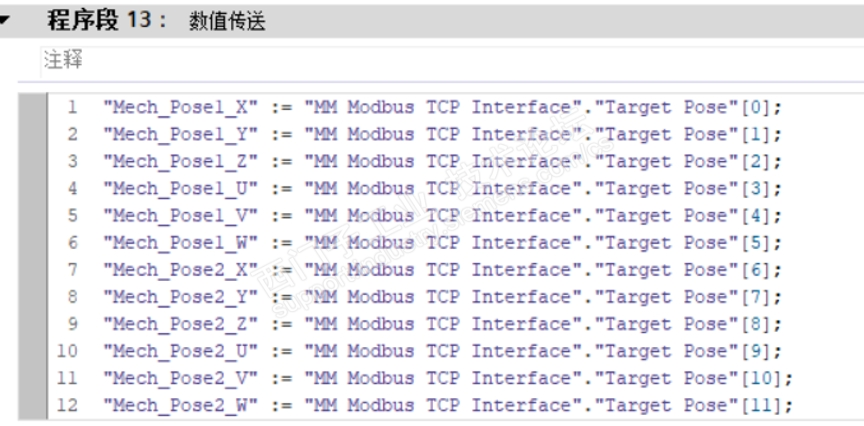
2、 将读取到的坐标赋值到Profinet输出中
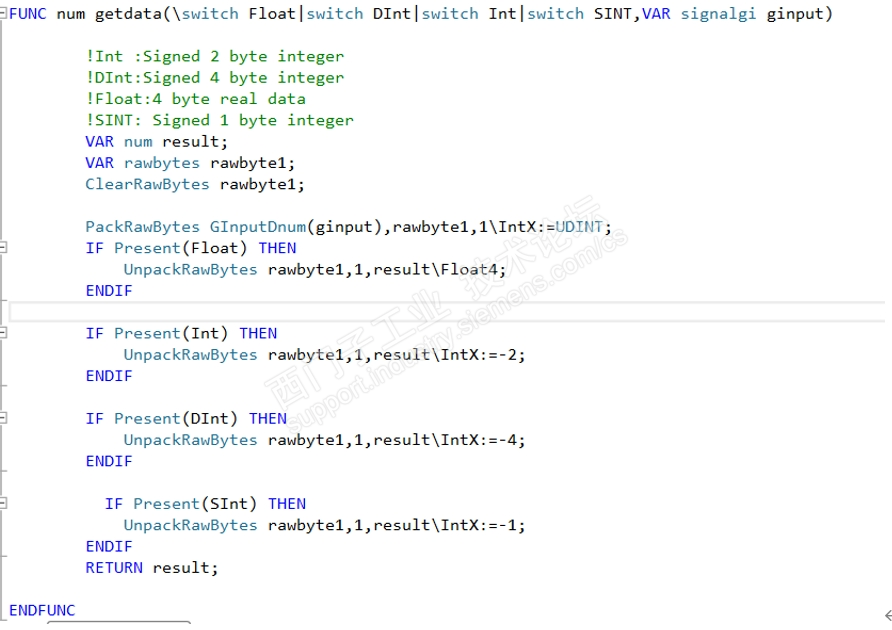
3、创建功能函数getdata,函数作用是保证Profinet传输的数据转换为需要的数据类型,本例为浮点数数据类型。
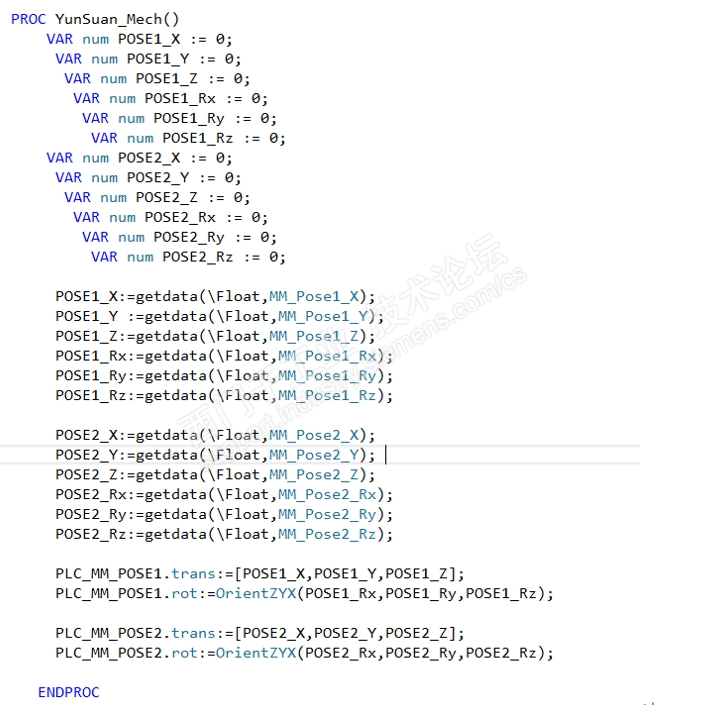
4、编辑子程序,目的是将Profinet发送的数据合并处理成坐标变量。
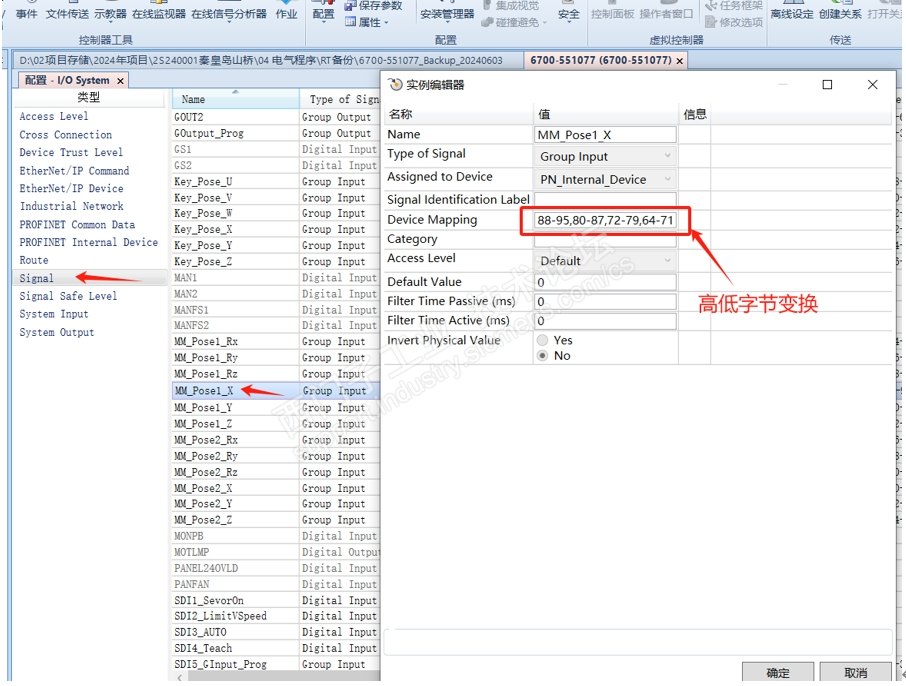
5、上述程序中,ABB内创建的变量例如MM_Pose1_X,因为是西门子PLC,需要高低字节变化,具体配置如下图;
希望能够帮到大家。










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 标准机型应用中心
标准机型应用中心
 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 官方商城
官方商城 西门子中国
西门子中国


 黄金
黄金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












