一、硬件组态与网络架构创新
多PLC协同组态
角色分配:S7-1500作为IO控制器(IP:192.168.1.10),S7-1200作为智能设备(IP:192.168.1.20),通过Profinet实现分布式I/O控制。关键步骤:在TIA Portal中启用S7-1200的“I-Device”模式,并配置传输区(输入/输出各128字节)8。
拓扑优化:采用环形冗余拓扑(需支持MRP协议的交换机),网络中断恢复时间<200ms,显著提升产线连续性
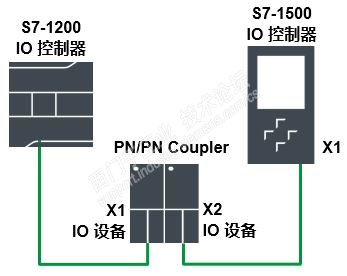
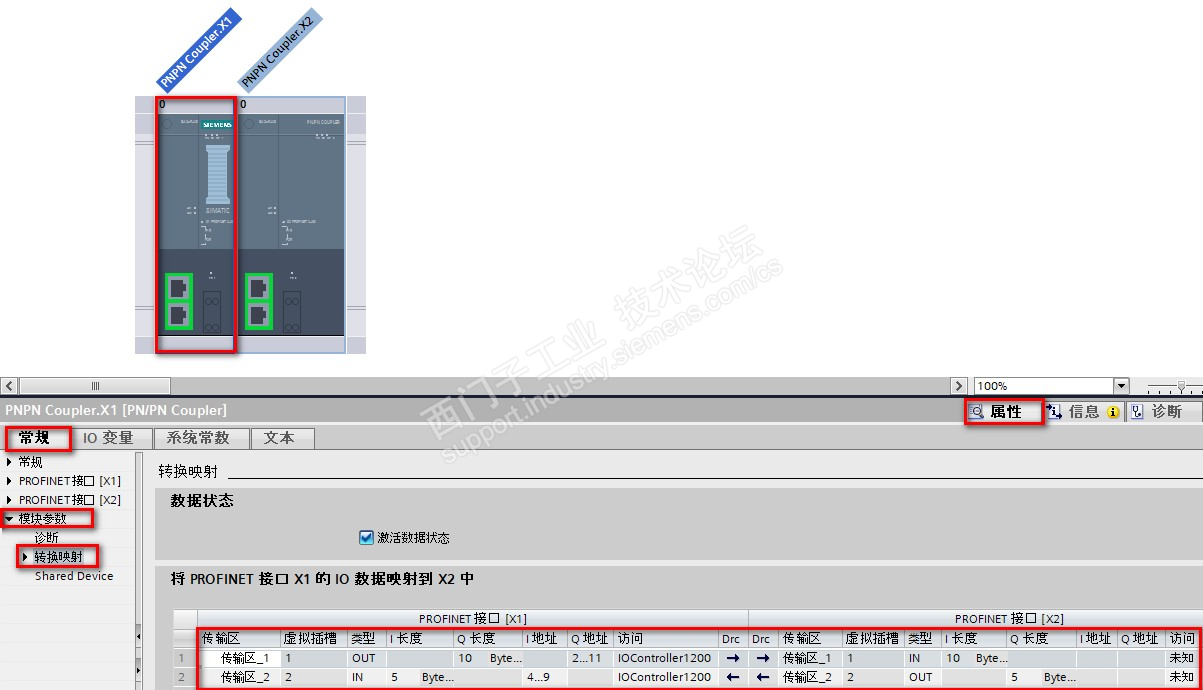
跨网段通信方案
PN/PN Coupler应用:当PLC位于不同子网(如S7-1200在192.168.0.0/24,S7-1500在192.168.2.0/24)时,通过Coupler的X1/X2接口映射数据。配置要点:导出GSD文件确保双方项目兼容,传输区字节对齐(如S7-1200输出QB2-QB11映射至S7-1500输入IB100-IB109)
二、通信编程与性能优化
高效数据交换策略
指令优化:使用GET/PUT指令替代传统I/O映射,减少扫描周期占用。案例:S7-1500通过PUT指令控制S7-1200的Q0.0-Q0.7,响应延迟从15ms降至3ms2。
带宽管理:限制非实时数据流量(如HMI通信)至总带宽20%,保障实时数据优先级
故障诊断智能化
集成诊断工具:
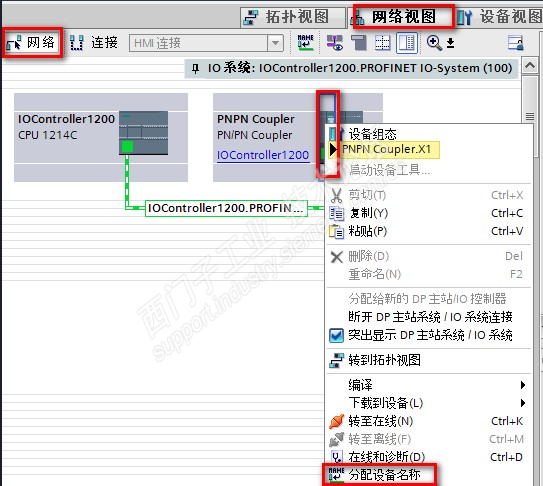
拓扑扫描:TIA Portal在线诊断识别断线设备
诊断缓冲区分析:通过OB82中断组织块捕获模块故障代码,触发微信告警8。图1:TIA Portal网络拓扑诊断界面
三、创新应用:ABB机器人跨系统集成
场景:汽车焊装线中ABB机器人(Profinet从站)与S7-1500协同作业。
配置流程
GSD导入:从RobotWare获取GSDML文件,在TIA Portal中配置机器人输入64字节(焊点坐标)、输出32字节(状态信号)911。
安全互联:启用ProfiSafe协议,机器人急停信号直接映射至PLC安全输入,响应时间<10ms10。
效能提升
通信优化后,焊装节拍从120秒/台缩短至98秒/台,故障停机率下降40%
。
四、未来技术探索
TSN融合:在S7-1500 V2.9及以上版本试验时间敏感网络,实现运动控制同步精度±1μs3。
OPC UA over Profinet:通过同一物理通道传输IT/OT数据,降低布线成本30%6。










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 自动化标准机型应用中心
自动化标准机型应用中心 官方商城
官方商城 西门子中国
西门子中国


 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












