动作循环图:
1. 初始状态与准备
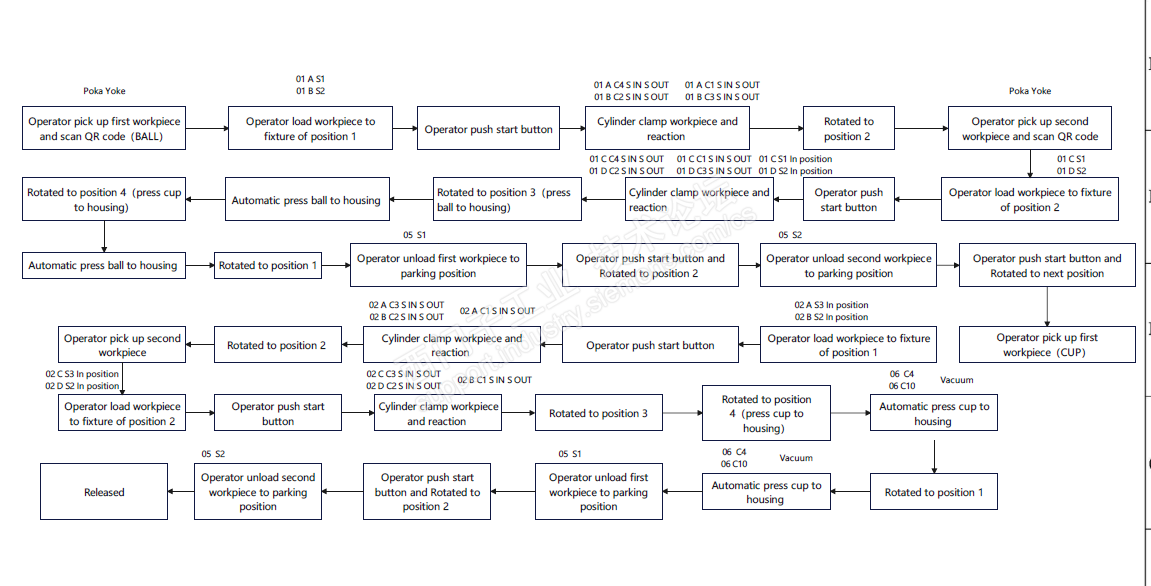
步骤1: 操作员拾取第一个工件并扫描二维码(BALL)。
步骤2: 操作员将工件装载到位置1的夹具中。
步骤3: 操作员按下启动按钮。
2. 第一个工件处理
步骤4: 工件旋转到位置2。
步骤5: 气缸夹紧工件并进行反应。
步骤6: 工件旋转到位置4(压杯到外壳)。
步骤7: 自动压球到外壳。
3. 第二个工件处理
步骤8: 操作员拾取第二个工件并扫描二维码。
步骤9: 操作员将工件装载到位置2的夹具中。
步骤10: 操作员按下启动按钮。
步骤11: 工件旋转到位置3(压球到外壳)。
步骤12: 工件旋转到位置2。
步骤13: 气缸夹紧工件并进行反应。
步骤14: 工件旋转到位置3。
步骤15: 工件旋转到位置4(压杯到外壳)。
步骤16: 自动压杯到外壳。
4. 工件卸载与循环
步骤17: 操作员卸载第一个工件到停车位置。
步骤18: 操作员按下启动按钮并旋转到下一个位置。
步骤19: 操作员拾取第一个工件(CUP)。
步骤20: 操作员将工件装载到位置2的夹具中。
步骤21: 操作员按下启动按钮。
步骤22: 工件旋转到位置2。
步骤23: 气缸夹紧工件并进行反应。
步骤24: 工件旋转到位置3。
步骤25: 工件旋转到停车位置。
步骤26: 自动压杯到外壳。
5. 循环结束
步骤27: 操作员卸载第二个工件到停车位置。
步骤28: 操作员按下启动按钮并旋转到位置2。
步骤29: 工件旋转到位置1。
步骤30: 释放工件。
控制策略总结
自动化与手动操作的结合:流程中既有自动化的旋转和压紧操作,也有手动的工件装载和卸载操作。
安全与效率的平衡:通过气缸夹紧和反应机制确保工件在处理过程中的稳定性和安全性。
循环操作:整个流程设计为循环操作,确保连续生产。
错误检测与纠正:通过Poka Yoke(防错)机制减少操作错误。










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 标准机型应用中心
标准机型应用中心
 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 官方商城
官方商城 西门子中国
西门子中国


 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












