分享一个去年到用户现场拜访遇到的问题。
这个问题是由于工艺组组态中的一个参数设置与驱动设置的不一致导致的定位过冲问题,很废了些时间才找出了问题原因所在。
有多台数控机床,机床的结构型号都是相同的。唯一的区别就是其中一台机床的刀库伺服驱动使用的V90,剩下的使用的是第三方驱动,工艺轴组态报文3。
问题现象:
现场刀库为圆盘斗笠刀库,刀库在选刀定位时每次都会过冲一点,然后被拉回正确的位置。使用V90的设备不存在这个问题,第三方的驱动才有这个问题。
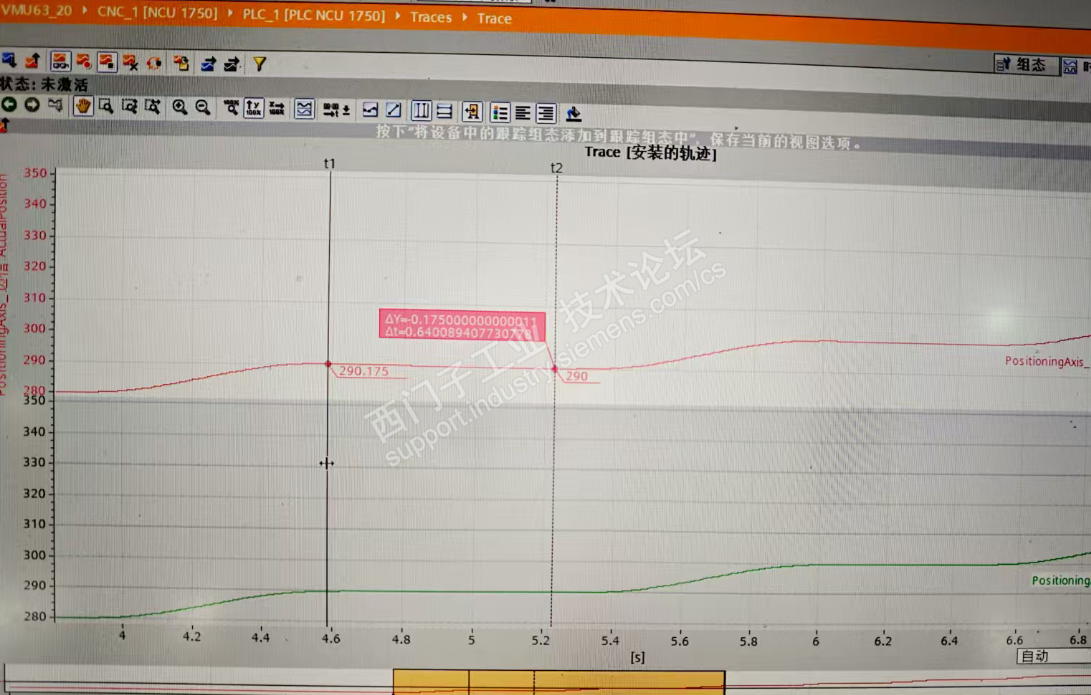
想定位到290位置,但实际会先跑的290.175的位置然后在回到290的位置。因为刀库的减速比比较大,这个0.175的偏差动作看起来有非常明显的过冲。如下图:
排查过程
1.检查程序组态,反复与使用V90设备的程序做对比,组态设置基本一致。未发现有组态错误的地方
2.修改伺服的增益参数、惯量等参数,想着提高响应速度应该效果会好一点。改了一系列参数无丝毫的改善情况
3.检查程序,录波,检查是否位置指令给的有问题
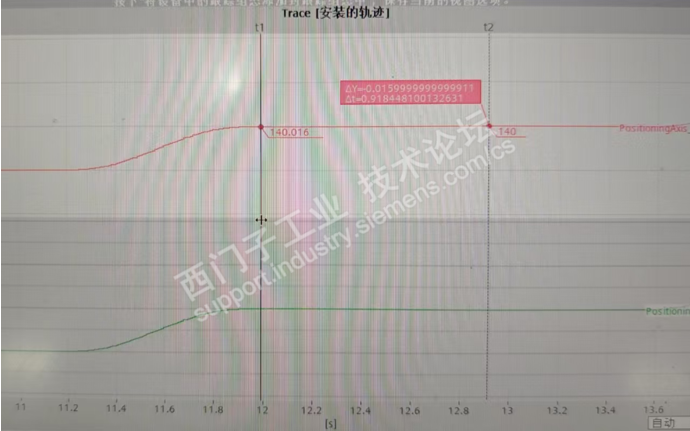
4.准备切换报文试试,要还是不行就只能解决用户了,毕竟最终定位没问题,不影响使用。在切换报文重新组态工艺轴时,发现工艺轴中的参考转速默认变为了3000,而原本程序中的组态里设置的是2000,想到可能就是这里出现问题了,V90的参考转速和第三方驱动的设置可能不同,立马检查了驱动器上的参考转速参数果然是3000。然后将程序的参数转速重新设置了一下后就恢复正常了,正确设置参数转速后定位过冲的位置小了很多,只有0.016的偏差。如下图
总结:
很多时候检查别人的程序,很容易出现思维误导,从而忽略一些小的细节,自己推翻了重新编写或者会更快的解决问题










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 标准机型应用中心
标准机型应用中心
 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 官方商城
官方商城 西门子中国
西门子中国


 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












