日常的数控加工编程绝大多数采用基础性的顺序结构编程方法——普通程序编程,其程序的执行过程遵照自上而下的顺序执行原则。在遇有大量的外形相近零件或同一零件的类似加工部位时,继续沿用普通程序编程,不仅会使加工程序冗长且不易修改,还会使存储空间占用过大。
以某混凝土泵车的臂架为例,
每台泵车共有结构相近但尺寸不同的4支臂架——第1号~第4号,
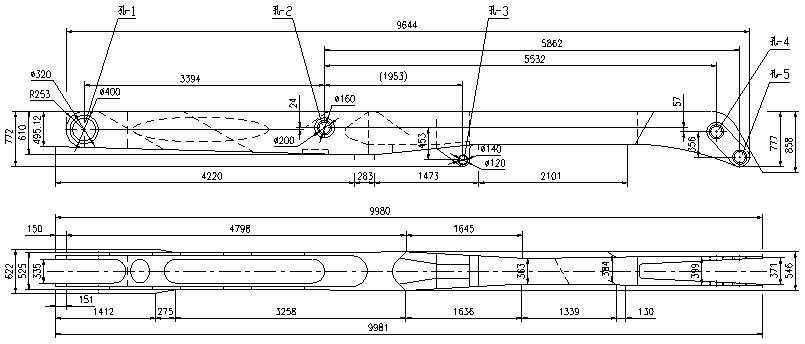
某混凝土泵车上第4号臂架结构示意
每支臂架有5组左右对称的孔(第2号臂架仅有2组孔),所有各孔的加工过程为粗镗孔→精镗孔→孔内外端面划线→划线后铣面→钻孔;孔的加工程序在按逐件、逐孔、逐工步的顺序化加工方式编制为普通程序时,程序段的总数超过1000行,并且每个工步的加工均需反复搜索程序段才可执行,如此甚为麻烦且生产率较低。

臂架普通程序编程的流程图
此种情况下,若编程人员使用数控系统提供的参数(变量)、控制语句、运算符和表达式、赋值操作(=)及宏程序调用命令,则冗长且不易修改的普通程序会被大幅精简且变得易于修改,还会实现流程控制,从而做到最短的程序段表达有规律的相近的尺寸变化。
如在上述混凝土泵车臂架示例中,
一是给定1个参数(如SINUMERIK系统的R20),R20=1表示加工右侧面,R20=-1表示加工左侧面;
二是给定1个参数表示加工孔的序号,R21=1、2、…、5;
三是给定1个参数表示加工方式,R22=1为粗镗削,R22=2为精镗削,R22=3为内外端面划线,R22=4为铣削内外端面,R22=5为钻孔加工;
四是定义5个二维数组和1个参数,分别表示各孔的空间位置与所加工的工件号……。完成臂架所有参数的定义并赋值后,便可实现参数化的宏程序编程
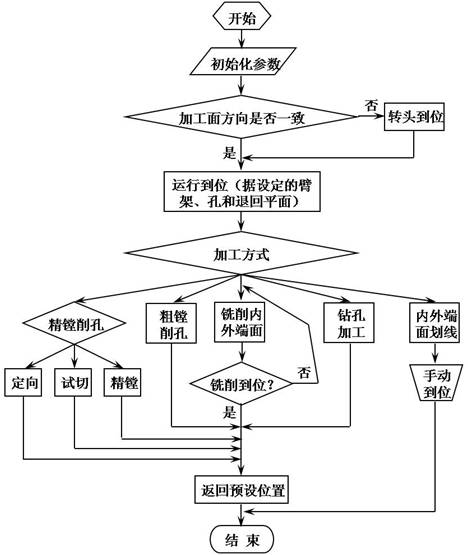
臂架参数化宏程序编程的流程图










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国



 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐










