关于小釉大侠的几个疑问,谈谈我的看法
[COLOR=blue]
1: 外部编码器作为主轴时,我一般也设置滤波。我的设置一般是10ms,只是经验,没有什么理论依据。
一般以什么依据来决定滤波的时间呢?通过trace还是通过要求的速度,加速度,精度等参数呢?[/COLOR]
我认为滤波时间确实是根据编码器的实际抖动情况来设置的,如果抖动幅度较大,那么设置的时间就较长.
[COLOR=blue]
2:关于第3)不是很同意你的观点,滤波是速度平滑不加,但是如果设备不是高频的运动情况下,位置精度是不会有损失的,因为最终的位置还是会达到的,只是推迟了滤波的时间。[/COLOR]
你的意思我能够理解, 滤波确实是一个延时的环节. 如果应用的是POS指令,目标是达到确定的位置,那么在设置的滤波时间之后,最终位置是能够到达的. 但如果是实轴和编码器做Cam/gear同步时, 关注的是整个过程的位置有多大的偏差, 这时滤波的误差就是需要考虑的. 下图是一个钢板飞剪设备,黄色是编码器滤波前的速度,红色是由于滤波时间造成的偏差.可以看到这个偏差和编码器的速度是有关系的. 偏差的数值能够达到几十mm,所以必须要进行处理

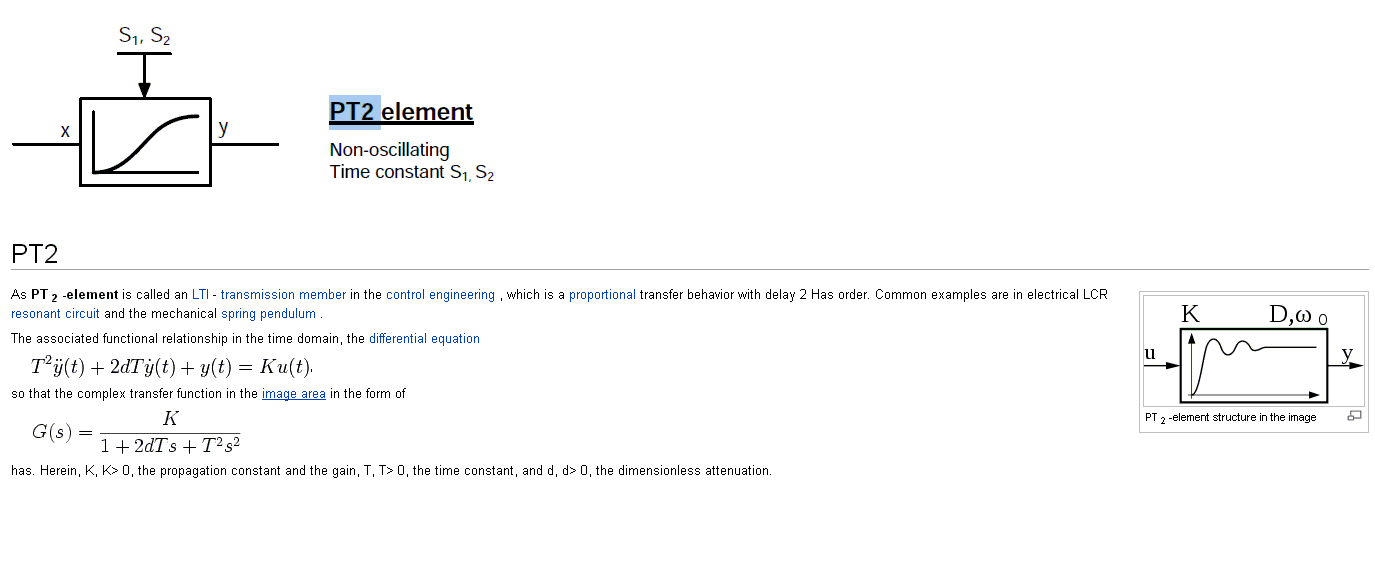
[COLOR=blue]3:关于滤波的方式还需讨论一下,simotion的滤波采用了pt1滤波吗?还是别的滤波方式。
现在看到滤波参数同时出现了t1和t2两个参数,不知道如何权衡着两个参数的设置。[/COLOR]
如下图, 查看Simotion的功能图,能够确定是PT2滤波, 但PT2滤波的细节我还没搞清楚
 4.如何才能在实现位置同步的同时,速度也同步,转矩也同步,功率也同步???
4.如何才能在实现位置同步的同时,速度也同步,转矩也同步,功率也同步???假设任何条件都是理想的, 两个电机完全相同, 机械结构完全对称, 那么位置,速度,扭矩,功率都应该是相同的.
但是机械和电,伺服驱动器都不是理想的, 速度同步时会有位置误差, 位置同步时扭矩又不平衡,
所以脱离机械结构去考虑控制方法没有太大意义, 应该努力去寻找最适合机械结构的那种控制方式
举几个例子
A)龙门铣
由于龙门架可能很宽5-10米, 龙门铣的两个轴之间使用的就是纯位置同步,gantry轴,
这种应用是假设如果两个电机(或光栅尺)位置一致,那么就能够满足要求, 应用中是不考虑扭矩和功率的.
B)曲轴车床
带动曲轴旋转的是两个电机, 两个电机中有一根轴进行刚性连接.
这种应用中,在模拟驱动控制的时期,90年代之前,完全使用扭矩同步, 就是把主电机的扭矩实际值发给从电机作为扭矩设定值. 由于那根刚性的轴很结实,
能够保证扭矩同步时,位置一致,因此使用起来也没有问题.
C)汽车钢板落料线的伺服送料
两个伺服电机带动上下两个送料辊夹住钢板, 向前送料, 两个电机见有刚性连接, 但是有间隙.
现在的做法是, 从轴和主轴间是速度同步, 同时检测两个电机的扭矩差, 如果扭矩差大于阀值,那么扭矩较小的电机会叠加一个很小的速度.
这个方法的效果还需要验证.
5.在cam同步过程中,如果主轴或者从轴的位置值超出了cam曲线的范围,此时会出现什么情况?关于主轴超过范围,
这要看你的CAM耦合方式是不是循环的(Cyclic cam),
如果不是循环Cam可能会出现报警,没有试验过
如果是循环Cam, 还要看Cam曲线是不是封闭的,就是Cam曲线的起点(图上的纵坐标)和终点是否重合.
如果是封闭的,那么主轴超限不会出错.
如果不是封闭的, 会报警50007同步错误, 大概意思是"Cam 不允许反转"
关于从轴超过范围
我理解,如果Cam能够成功的CamOn之后, 从轴超过范围会引发跟随误差报警, 同时Cam也会报警. 这个应该是和伺服轴的跟随性能有关系的.










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 普通
普通

 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐











