好久没发帖了。
这两天遇到个非常棘手的问题,一时没有思路,希望论坛上的朋友帮我分析分析,先谢谢大家。
一条生产线上的840D系统在自动运行时,当生产第二个工件时,出现25050报警,以及用户定义的报警信息600101和600201,意思就是两个轴不在home位置。需要进行人工复位,按下循环停止再按循环开始才能完成当前工件,下一个工件又会出现这种情况。刚开始以为是控制两根轴动作的液压伺服阀有问题,于是更换了其中一个,可是没有效果。如果只是生产单个工件,即机器人每次上料完成之后就停止,每次生产一个,那么正常。一旦接入机器人自动运行,不停生产,那么就会出现上述报警。然后本人怀疑机器人发出错误或者干扰信号影响了数控系统进行加工工序。通过软件监控使能信号,以及与840D运动相关的信号,看是否存在短时间内信号由1变为0的情况,可是今天监控了一天还是没有发现。
真心希望论坛上面的朋友,如果遇到过该类问题,或者有这方面的经验,能够告知小弟,麻烦了,谢谢你们!
报警图片如下所示:
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
热心的朋友,上面是昨天写的,可能有描述不够清楚的,请您看这里!!!
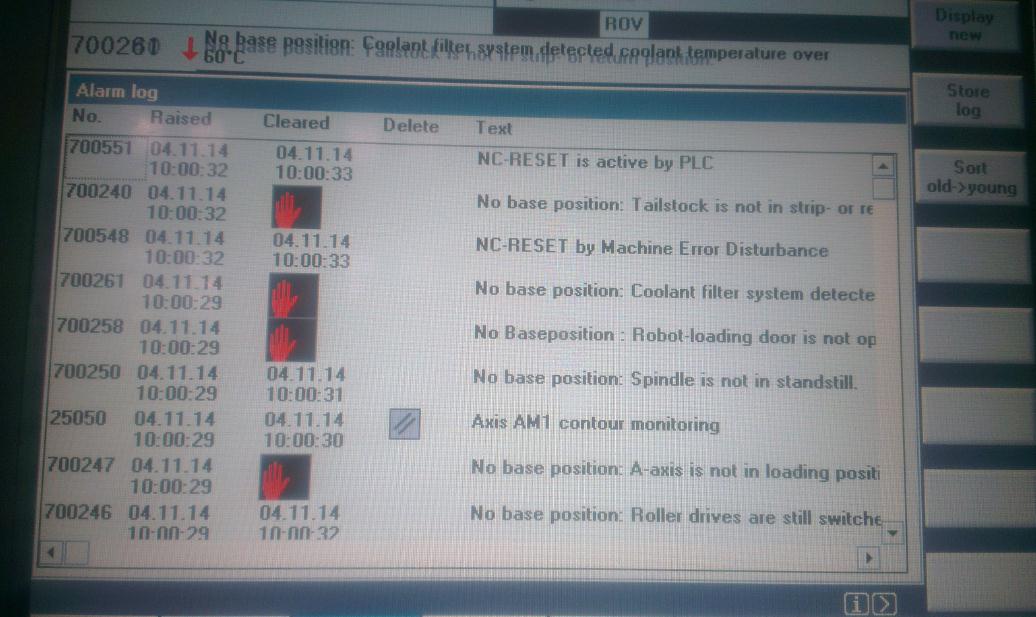
各位朋友,我今天又认真观察了下,发现我被操作人员误导了,根本不是他们所说的干扰信号导致数控轴回到工作位置失败,因为我比较了另一台设备,两台设备自动生产时回的位置一样。通过看程序发现,是设备的三根轴在回到原点后,开始进给动作时出现了25050报警,然后一连串报警出现,设备才会停止。现在的问题主要是:1. 每次自动运行时,做第一个产品OK,第二个就会报警,不能连续做;目前操作人员在进行加工第一件工件时,按下循环停止,然后等待工件加工完成后,再按下循环启动,以此反复,可以“正常”运行。
我通过网上的25050故障解决方法,尝试了一下方法:第一,将机床数据单元里面的MD36400由原来的3mm改为5mm;MD32200为3,我没有改;将MD32300由原来的1.2改为1;更改完之后重启发现没有效果。
我现在纳闷的是如果真的是轮廓报警引起的,那么这种自动生产时,第一件ok,第二件报警,单个生产ok的现象正常吗?是属于这种报警的该有现象吗???还有一个疑问是,前几天公司停电一天,我问线上的操作人员,他们说是停电之后出现了这种情况,不过是在停电之后第二天下午才出现。我看了网上一篇文章,有个例子就是讲的突然停电导致25050报警,说是突然停电导致驱动器损坏或者NC参数丢失,回装了备份的NC参数后,故障消失。但是呢,我这边的设备是单个生产正常的,如果真是参数丢失,应该一个都不能生产才是。
这个问题真是难倒我了,希望论坛上面的朋友帮我支支招,感谢你们!!!
下图是最新的报警信息:



















 西门子商城
西门子商城 西门子中国
西门子中国


 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












