


















 西门子商城
西门子商城 西门子中国
西门子中国

 普通
普通

 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐
恭喜,你发布的帖子

发布于 2016-03-24 11:53:44
14楼
我不太了解你的系统工艺需求,所以真的看不懂这三张图。
第一,第一张图开卷机的空载和第二张图开卷机的带载,在动态过程,有必要那么大的转矩波动和加速(斜坡)抖动吗?
第二,所有的转速设定值和转速实际值,都不在一个纵坐标下。这是坐标的设置问题?还是真的差值?如果是真的,这个系统不是无差系统,是有差系统?为什么?
第三,4#位的电机波形转速实际值和设定值是在同一纵坐标下一致的,但为什么要让他变成零扭矩输出呢?什么目的或工艺要求?
引用详细内容:
刚才把帖子全部看了一遍,感觉讨论的话题跑偏了, 我最初的想法是在不知道应该补偿多大机械惯量的情况下通过TRACE获得的波形得到一些机械惯量补偿的常数(可能是我的表达不够清晰).以上的图片都是没有优化时候的TRACE波形.
以下是我今天下午获得TRACEA波形.
开卷机空载点动

开卷机带载点动
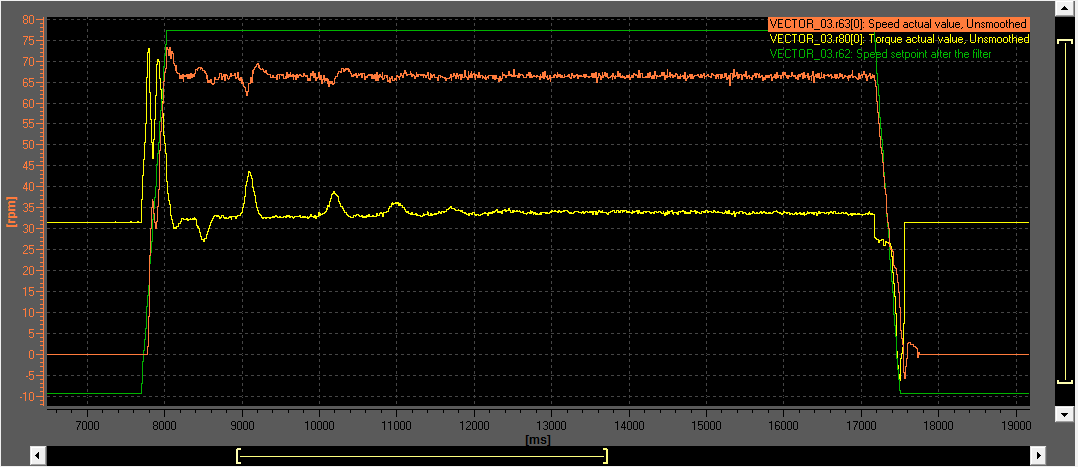
#4夹紧辊空载点动

除了#4夹紧辊在加减速的时候力矩输出不是很好看之外,在稳定速度的时候力矩输出还是很好的.
现在的情况基本也可以向Y版说的设定速度和实时速度比较"贴近"不超调.
在这里也回复Y版说的:"而 收放卷系统,是变惯量的负载性质,不同材料、重量的“卷”,在不同的卷径时,转动惯量不同。有必要根据卷径,改变惯量补偿的数值。通常的变频器,系统惯量在优化后是个常数,可以通过卷径计算,做适当的转矩补偿,以满足整个系统的加减速过程中的速度一致。"
:很奇怪的问题就是设计这条线的时候就只设定了一个卷径,没有设置板厚,板宽.
第一,第一张图开卷机的空载和第二张图开卷机的带载,在动态过程,有必要那么大的转矩波动和加速(斜坡)抖动吗?
:我没有什么经验,所以只能理论上的表达一下,在加减速的时候要补偿机械的惯量,和带卷材时的惯量.
第二,所有的转速设定值和转速实际值,都不在一个纵坐标下。这是坐标的设置问题?还是真的差值?如果是真的,这个系统不是无差系统,是有差系统?为什么?
:这应该是坐标设置的问题.至于你说的差系统,我不大理解什么意思,是指通过速度差产生张力吗? 我在程序中看到计算开卷机的转速有一个计算好的转速*0.8,我觉得这就是让开卷机速度慢点,这样产生一点张力.
这是我速度标定后的波形(力矩没有标定)

第三,4#位的电机波形转速实际值和设定值是在同一纵坐标下一致的,但为什么要让他变成零扭矩输出呢?什么目的或工艺要求?
:这个问题我在现场看到的现象是这样的,在最后卷径小于一定值后生产线会降速,有时候#4夹紧辊后面的LOOPER的带钢会绷直,一开始还以为是#4夹紧辊的上升斜坡时间太长导致的.最后发现是输出力矩不够大钢带被拉走,或者慢了.导致LOOPER的钢带会绷直.所以可能还是开卷机张力的问题,导致#4夹紧辊拉不动钢带导致的.然后领导就让#4夹紧辊一直输出一定的力矩.我觉得这并不是工艺要求的.(个人观点)
请填写推广理由:

分享
只看
楼主










