各位专家好
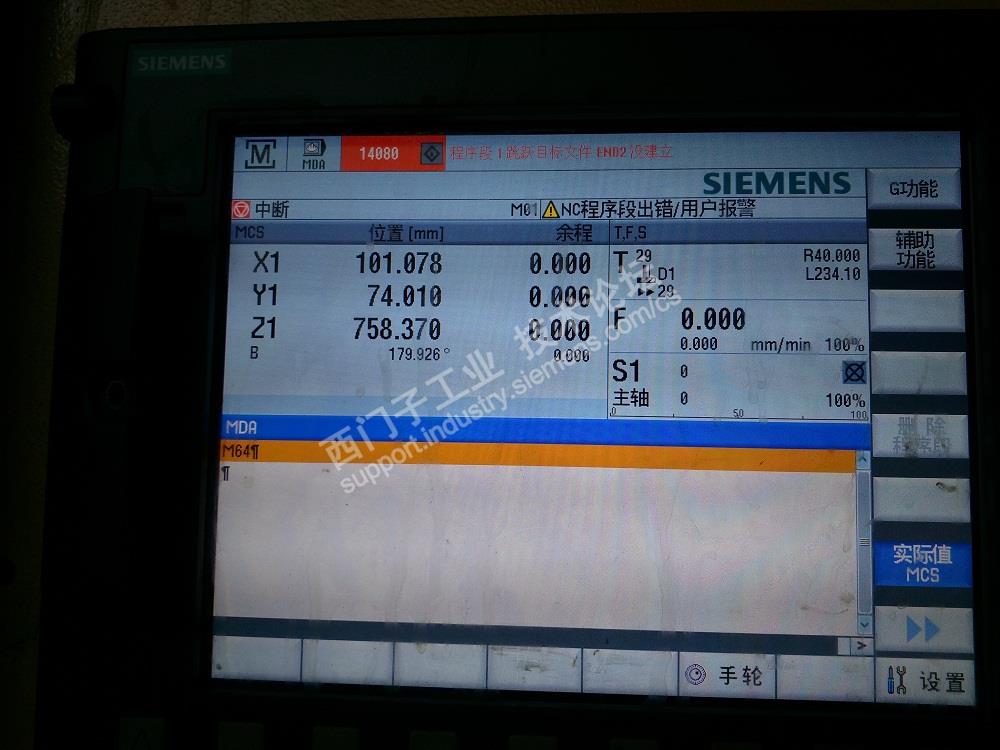
我公司前年,从国外,购买了1台二手的卧加,(德国1998年生产),该机床使用西门子840D数控系统,前天早晨,使用过程中,突然发现使用主轴命令SPOS=0时,位置不准确,就是,每次停止的位置都不同。
这台机床,每天在机床在开机后,各个轴(包括SP主轴对应的Cs轴)也都成功回了参考点。然后,主轴执行M03S***速度正转命令后,再执行SPOS=0,用记号笔,在主轴上记录准停位置,然后主轴再次正转一会儿,再次执行SPOS命令,多次这样,spos停止的位置基本一致;
但是如果主轴执行反转命令,在转动后,再次执行SPOS=0,记录主轴停止的位置,多次试验,每次准停的位置都不相同了。 而且,主轴反转的时间越长,偏差越大;主轴反转的转速越高,偏差越大。即,当在第一次主轴准停位置做了记号后,然后反转,再准停,观察和主轴上做记号的偏差角度。 如果反转速度慢一些,刚转起来,立刻执行SPOS=0,就发现和上次执行SPOS=0的位置偏差,不是很大,如果主轴反转的速度高一些,多转上几分钟,然后执行SPOS=0,发现会差几百度呢。
从以试验,我看出,反转后的主轴准停位置,好像偏差只是超一个方向,不会忽左忽右的。
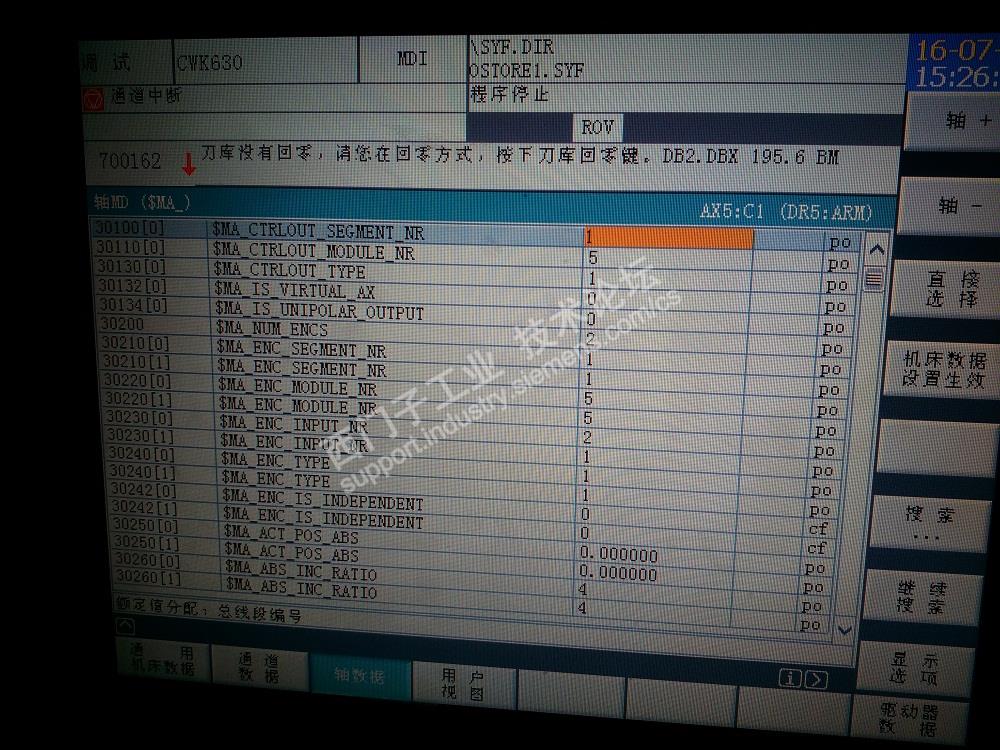
该主轴驱动器为 611D,主轴电机轴后端,本身自带了 1个 1vpp的海德汉编码器。主轴上也安装了一个编码器,型号未知。 通过该轴的机床数据,看到了,编码器数量为 2个,有效的测量输入为 第一测量编码器,也就是,说 DB35.DBX1.5 有效(Cs主轴为第五轴)
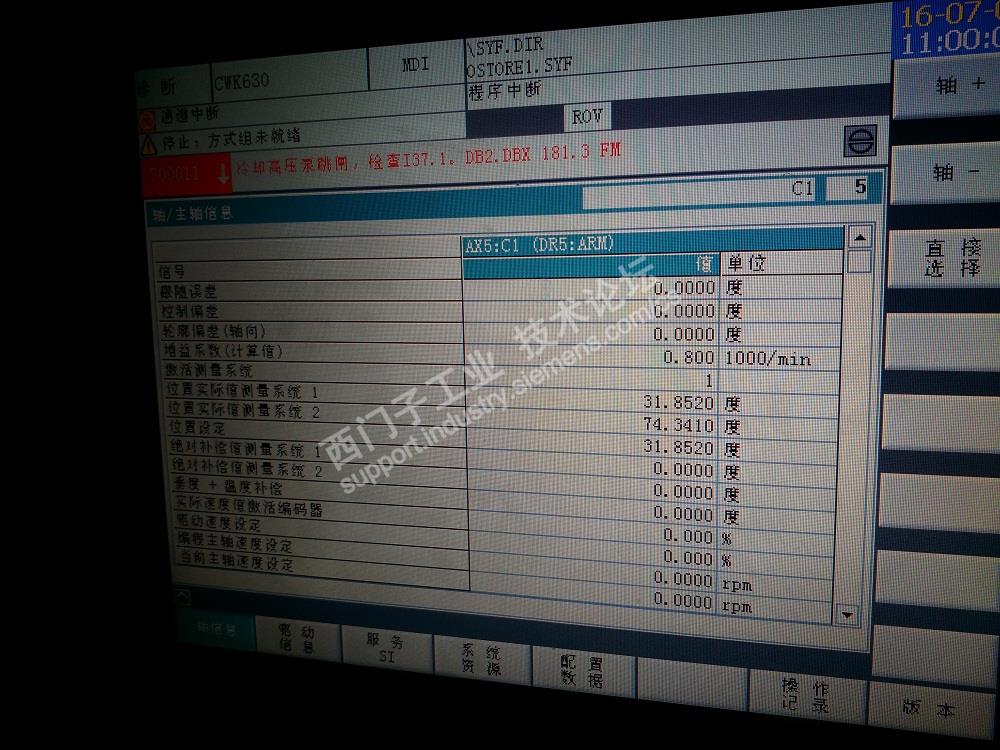
发生了这样的情况,机床,也没有报警,但就是SPOS定向的位置,会发生生变化。通过诊断里面的 轴信息和驱动器信息,看到了: 位置实际值测量系统1 位置实际值测量系统2 设定值 。这些值的变化,从屏幕上 看出:位置实际值测量系统1=设定值,我想是 由于 DB35.DBX1.5 有效的缘故吧。
当 机床刚通电,回完参考点, 发现:设定值=位置实际值测量系统1 位置实际值测量系统1基本上等于位置实际值测量系统2 ,到后来,主轴多次反转,多次执行SPOS=0 命令后,发现 位置实际值测量系统1和位置实际值测量系统2的角度差值,就是SPOS定向发生偏差的差值。
主轴电机,后面自带的编码器,本人打开后盖,检查了,编码器和电机后轴的连接比较紧密,没有松动现象。主轴编码器,暂未拆卸。 该主轴,有个齿轮箱, 根据命令的主轴转速高低不同,可以自动换挡。
我现在,也比较疑惑,还请大家,帮忙判断一下,2个编码器,是否,其中一个有问题了,跟随性差了? 还是 主轴机械传动部分,出故障了。
请各位大侠,帮我出出主意,我接下来,如何检查维修。 非常感谢。 (以下为机床参照图片)


















 官方商城-正品备件
官方商城-正品备件
 DIOMIS
DIOMIS 西门子中国
西门子中国


 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












