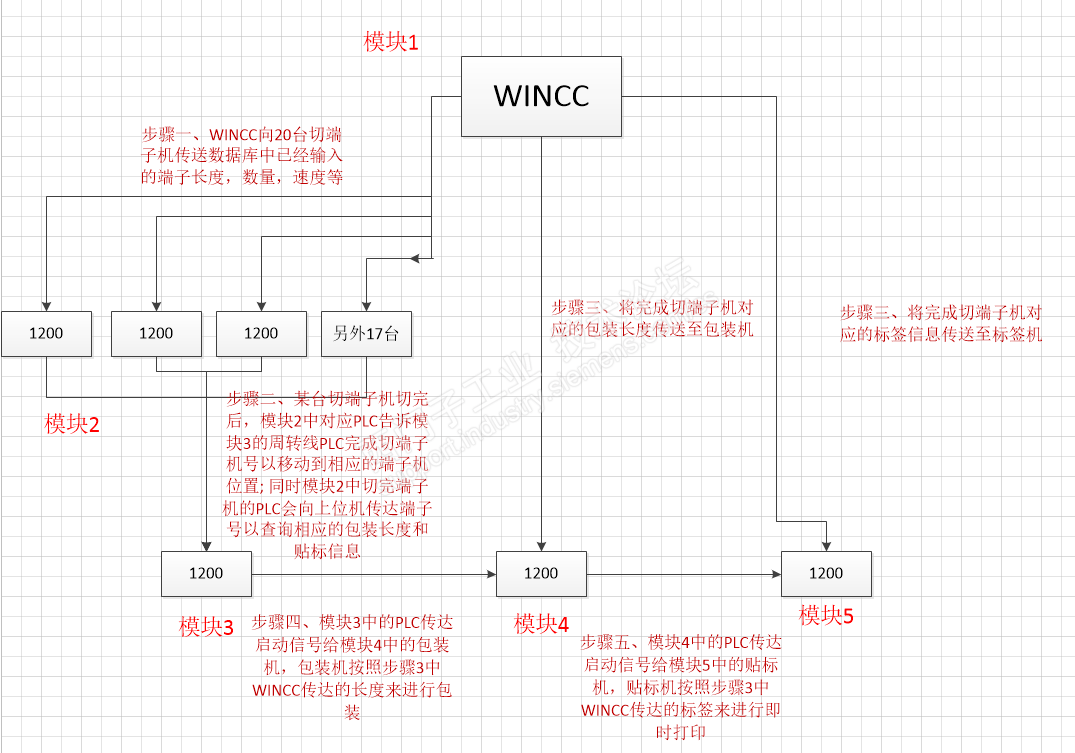
如图所示,这个项目大概流程是这样的:1、工人事先在模块1(电脑上)输入模块2(20台切端子机)一天的生产任务,而每台切端子机裁切端子的类型都不一样,一天要切十几种类型左右,包括长度,数量,裁切速度(不同类型切的速度也不一样)等数据 ;2、WINCC将1中输入的数据分别传送到20台PLC中,每次只传输一种类型;3、某台切端子机切完某种类型的端子后,对应的PLC会告诉模块3(自动周转线)的PLC相对应的切端子机号,自动周转线的伺服会运行到相应的位置将切好的端子拿走(因此一共有二十个位置),同时,切端子机的PLC还会告诉 WINCC端子机号,然后将相应的包装长度和标签信息分别传给包装机和贴标机(因为每台切端子机切的端子类型有好几种,因此每切完一种端子包装机和标签机的信息都要随着端子类型变化而变化,都在WINCC数据库对应好,比如切端子1号机,上午九点是切5MM的端子,而完成此订单后就会切10MM的端子,他们的包装长度和标签类型都不一样)4、模块4(包装机)进行包装,然后贴标机进行即时打标。
因此一共有23台1200,20台是用来分别控制20台切端子机,1台用来控制自动周转线,1台用来控制包装机,1台用来控制打标机,都通过交换机跟WINCC通信。我有以下几点的疑问:
1、20台1200跟WINCC怎样跟WINCC进行通信?第一种我要另外加一个主站(比如1200)来控制他们的信息传递的逻辑关系,比如第一台切端子机完成一种类型的生产,在进行包装或者贴标,这时候另外有一台或者几台也完成了产量,这时候肯定要避免WINCC将下一种类型的包装和标签信息在包装机和贴标机上进行更新,因为上一个还没完成;第二种是直接在WINCC上完成这种信息逻辑的控制。
2、模块2控制模块3的启动,模块3来控制模块4的启动,模块4控制模块5的启动,他们之间的通信是直接通过PLC吗,还是说让先经过WINCC,再传达给PLC;
以上两个问题也是我对WINCC的功能不太了解 ,重点就是哪些功能是可以在WINCC上可以实现,或者较易实现 ,哪些是可以直接在PLC之间就可以实现了,通过WINCC会比较复杂,而且通信速率会较慢
打了一大堆说得太啰嗦,不知道看懂了没



















 西门子商城
西门子商城 西门子中国
西门子中国


 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












