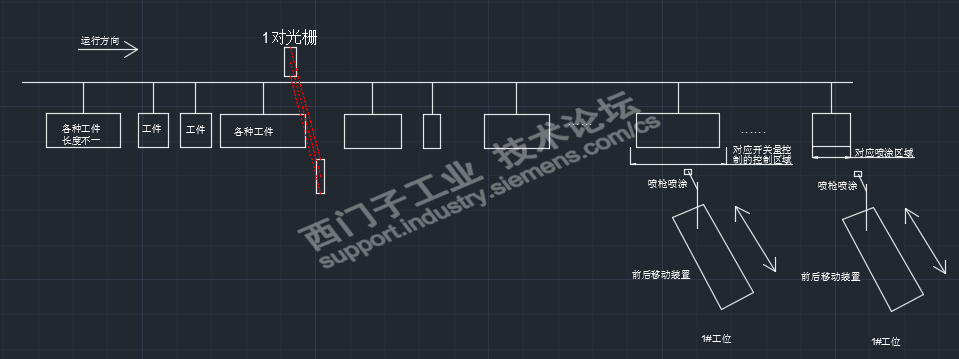
根据光栅检测悬挂链上的工件(光栅是开关量输出形式),通过链条上的编码器得到相应工件长度的脉冲数(可以换算成工件的长度),然后使用西门子200编程,怎样实现,在光栅后比较远的几个工位的执行机构的动作(执行机构的动作,要求根据执行机构当前位置的工件的实际长度,来执行喷枪的开关操作,并且动作可以加上提前量和滞后量,因为光栅到后面的执行机构距离远,中间有若干工件(工件大小不一所以数量不定),同时,后面有几个工位有执行机构,,都要实现对应动作.
另外,在此基础上增加工件检测的宽度方向的检测光栅,通过RS485与PLC通讯,读取相应工件的宽度数据值,实现后面的每个工位的伺服电机控制的前后往复机构,根据对应当前的工件的实际宽度进行前后动作.(前后动作的位置区域,根据光栅的安装位置进行相应数据的定义).
请问,如何使用西门子200编程才能实现该要求,恳请各位赐教,谢谢!










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 标准机型应用中心
标准机型应用中心
 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 官方商城
官方商城 西门子中国
西门子中国


 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












