


















 西门子商城
西门子商城 西门子中国
西门子中国

 普通
普通

 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐
恭喜,你发布的帖子

发布于 2017-06-27 09:02:21
13楼
最新进展:首先我怀疑两点,第一是没有调用换刀宏程序,第二是调用了宏程序但是在宏程序里跳过了。我 试了一下第一种情况,将加工程序中的M6 T06的M6去掉,仅仅是备刀T06指令,执行加工程序时预读时就会报错,G43 H06 Z14.423因为这一行调用了6号刀的刀长,而当前还是7号刀具。报警内容是:14165 程序段9选中的ISO H/D号6和刀具7不匹配。然后我又试了一下将换刀宏程序L6删光了只留了两行,第一行定义L6文件和最后一行M17返回。执行加工程序预读时照样报错。然后我就更加怀疑是宏程序里跳过了,我就在宏程序里反复看可能跳过的地方,反复修改L6程序主动跳过,反复测试。最后发现当宏程序执行过了M206后如果跳到了结尾,返回到加工程序时执行到G43 H06 Z14.423这一行界面上的T号码就会变成6,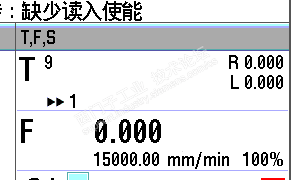 如上图T后面的号码是6两个小三角形后面的号码也是6,中间还有个H6,但是刀具表没有变。在G43 H06 Z14.423这一行时Z轴就会扎下来,并且紧急制动一声闷响(减速冲击声)然后伴随着两个报警并定在那里26052 在程序段9:辅助功能速度太快 21620 轴Z1/MZ1紧急制动斜坡已激活 。然后这个现象给了我启发和客户那边出奇的相似。我便检查L6程序我怀疑两个地方,都是刀库感应器的检测信号,如果机器用久了,感应器信号确实会不稳定。这时L6里就会跳过很多动作跳到最后报警区域(屏幕上只有灰色的提示信息)并且暂停,如果此时操作人员按了启动键就会接着加工撞机,我改了只要跳到报警区域就进入死循环机台不能动。因为这是以前别人做的老机器,我们现在做的新机器都这样的。不知道是不是我太主观认为这样的,先把L6改了再说覆盖进去再看看
如上图T后面的号码是6两个小三角形后面的号码也是6,中间还有个H6,但是刀具表没有变。在G43 H06 Z14.423这一行时Z轴就会扎下来,并且紧急制动一声闷响(减速冲击声)然后伴随着两个报警并定在那里26052 在程序段9:辅助功能速度太快 21620 轴Z1/MZ1紧急制动斜坡已激活 。然后这个现象给了我启发和客户那边出奇的相似。我便检查L6程序我怀疑两个地方,都是刀库感应器的检测信号,如果机器用久了,感应器信号确实会不稳定。这时L6里就会跳过很多动作跳到最后报警区域(屏幕上只有灰色的提示信息)并且暂停,如果此时操作人员按了启动键就会接着加工撞机,我改了只要跳到报警区域就进入死循环机台不能动。因为这是以前别人做的老机器,我们现在做的新机器都这样的。不知道是不是我太主观认为这样的,先把L6改了再说覆盖进去再看看
请填写推广理由:

分享
只看
楼主










