故障代码:702637报警
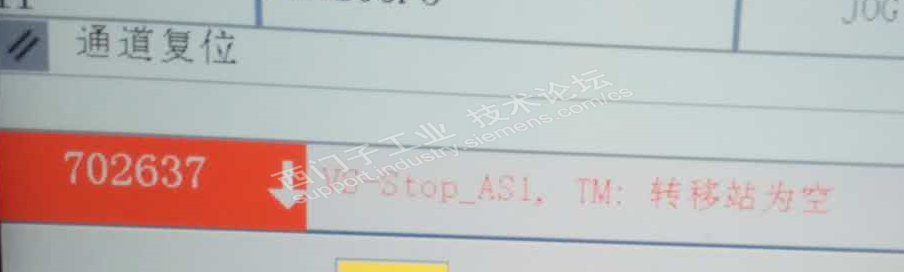
故障现象:操作工进行换刀,所换的刀在20的位置,总共有36个刀架位置,20的位置是T100号刀,执行指令后出现上述报警,并且不是停留在20号位置,而是31号位置,又重新换T80号刀结果也是在31位置。
解决过程:说实在的五轴联动我还是第一次去修,心里没谱,那操作键很陌生不同于数控车床,怎么换刀只能求助操作工,我首先查到报警信息是DB102.DBX228.5,(没有源程序,没有提供给我们)
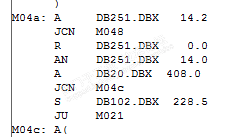
看了程序也只能犯傻,没有什么帮助,检查了一下刀库电机定位信号F8-43X71计数,和F8-44X71刀库回
参考点脉冲信号,也是正常的。

从上图的36个架位置计了36 次数,还有检测到了回参考点的脉冲。
也没好的办法,为什么刀库位置会乱,首先PLC程序是没有人动过,无非是机器的操作画面参数操作工会动,可是这个我是一无所知,我先进行NC程序备份,PLC没有备份,因为问题出这儿不太可能,备份完后我恢复2016年的NC程序(注意:此时驱动器使能还上着呢,我们要先关闭使能)
NC程序恢复完成,吃过饭再开机测试,结果情况不一样了,换刀T100的位置跑到了16号位置,而不是始终31号位置,不同的刀位置是变化的,只是T100的刀不是所要的刀具,操作工说这是小问题,手动调整刀具,重新分配刀库就OK了,皆大欢喜,我们的操作也是一个很好的维修工呀!















 官方商城-正品备件
官方商城-正品备件
 DIOMIS
DIOMIS 西门子中国
西门子中国


 白金
白金



 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












