一、问题
我这有一套系统,德国西门子设计的,用于连轧机组,在轧机后面有一组张力辊BR3,张力辊后面是一个活套,活套后面有一组张力辊BR4, 现在活套会出现一个问题,就是当活套卷扬电机速度设定在为 -20m/min 的时候,活套卷扬电机的速度不受控,导致活套故障影响后面产线的运行。
1、活套卷扬电机的速度给定由以下决定: 3号张力辊速度 - 4号张力辊速度
Vset = VBR3 - VBR4
2、另外因为活套要保证张力,因此有一个张力控制器,张力控制器会给一个附加的速度给定到
Vadd = 张力PI控制器的附加给定
3、活套卷扬电机的总的速度:
Vtotal = Vset + Vadd。
4、现在我这边有一个问题,其他任何速度运行的时候都没有问题,只有在 卷扬电机速度设定 Vset = -20 m/min 的时候,且这个时候 Vadd 有一个让活套张力变小的控制量,但是这个时候就会出现电机的转矩增大到 100%, 且电机反馈回来的实际速度 Vact 与 卷扬电机的设定速度Vtotal 存在较大的偏差。
如下图所示。
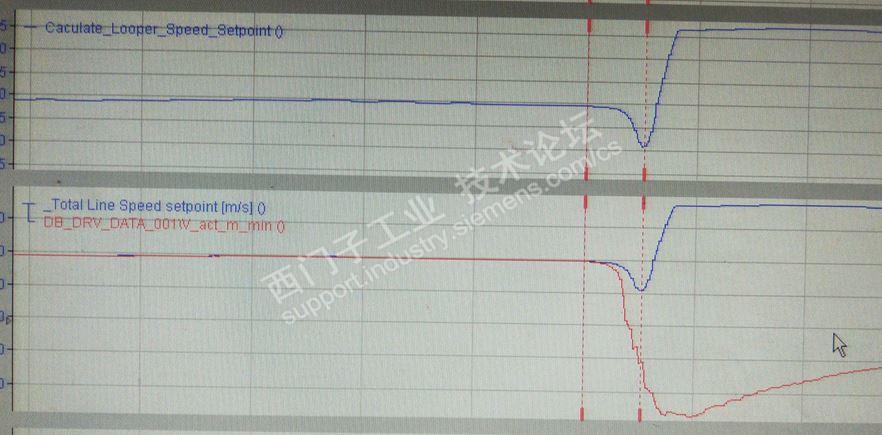
如上图, 蓝色的是卷扬电机的总的实际设定值,这个值通过传动比转换成rpm发送到传动S120。 而红色的是电机的S120反馈的实际速度。
5、下图是出现问题的时候张力的实际值。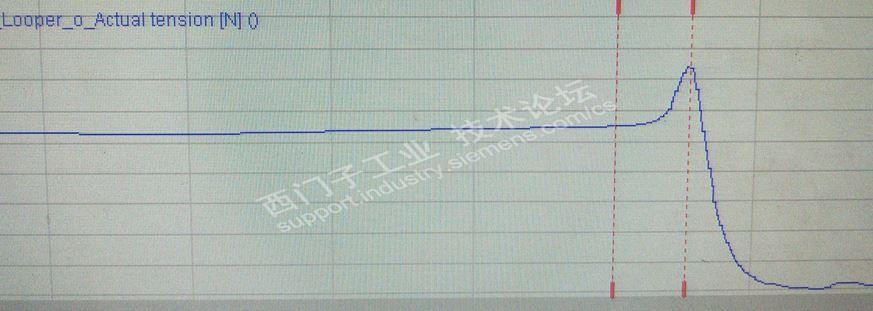
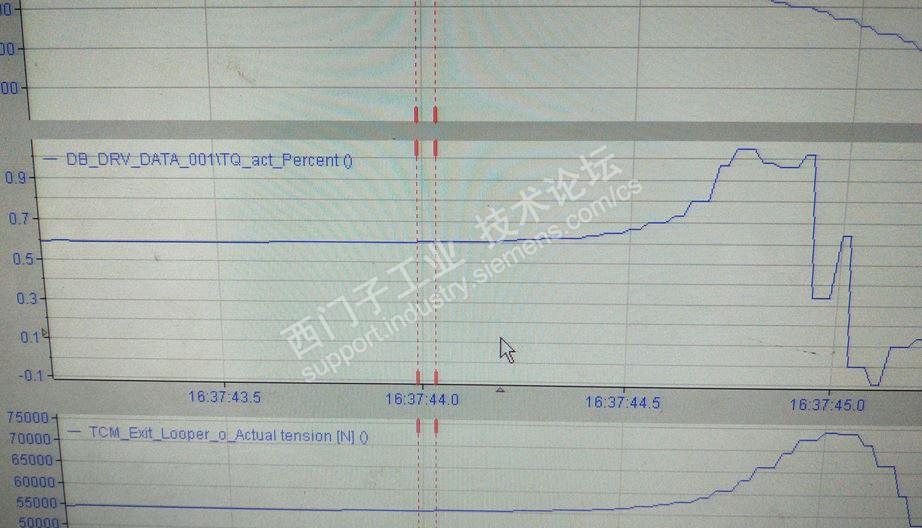
6、下图是出现问题的时候的S120反馈回来的转矩曲线:
7、活套卷扬电机的控制方式为Vector方式。
二、疑问
1、西门子设计的对于电机本身采用的通过调节卷扬电机的速度来调节活套的张力,而且这边没有张力计,即通过电机的转矩反馈通过计算得到活套带钢的张力,但是从电机的角度来看,却是直接张力控制, 有没有人能提供一点电机转矩控制和速度控制的资料,我来看看。
2、就是其他速度都没有问题,只有 Vset = -20m/min 的时候才会出现这种现象。
3、S120的转矩控制和速度控制之间的主要区别会对这个有影响吗。
三、求助
1、有没有人对西门子的活套控制方式比较了解,可以提供一点这个活套控制的资料。
2、有没有人能提供一些解决问题的思路。
3、有没有电器控制的关于张力控制和速度控制的资料,我想深入学习一下。



















 西门子商城
西门子商城 西门子中国
西门子中国


 黄金
黄金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












