1、配置
冷轧带钢轧机前后的张力辊, 控制采用的是D445控制, S120装置,主从控制,每个电机均带编码器反馈在传动系统内部做闭环控制。
2 状态
冷轧带钢线,轧机机架前后配置了两套张力辊,即所谓的S辊。
轧机前面为4个辊子组成的辊系。 现在2号棍子速度出现与其他3个辊子速度不一样的情况。
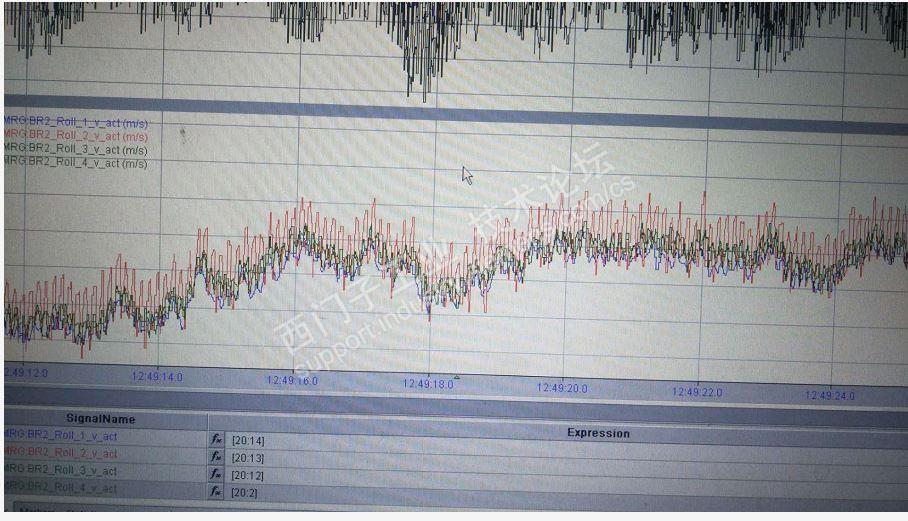
上图是 轧机前面4个辊子的速度曲线。 其中红色的为2号辊子的速度,有尖峰出现,速度有点异常。
4个辊子的速度Ref一样, 为主从控制。 4号为主,1,2,3位从。
2、轧机后面有6个辊子组成的S辊
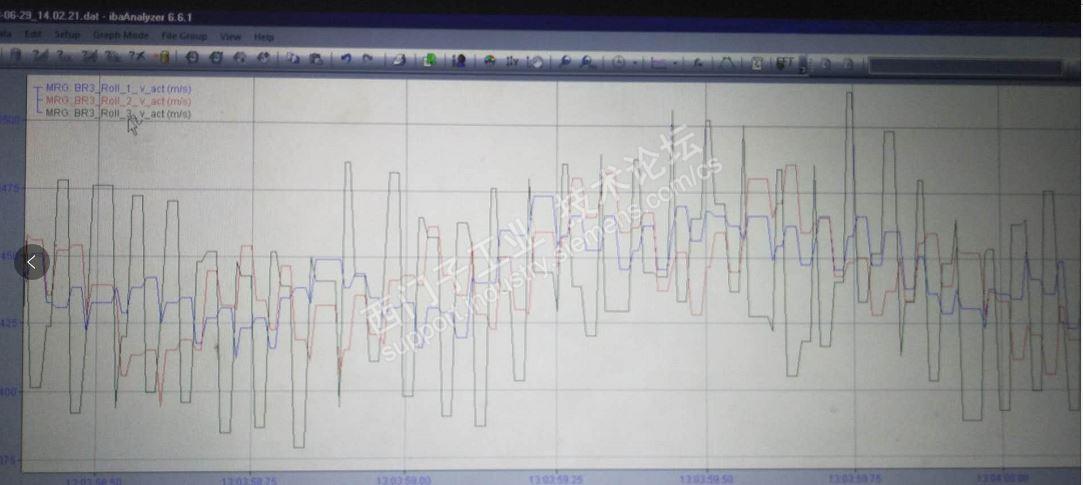
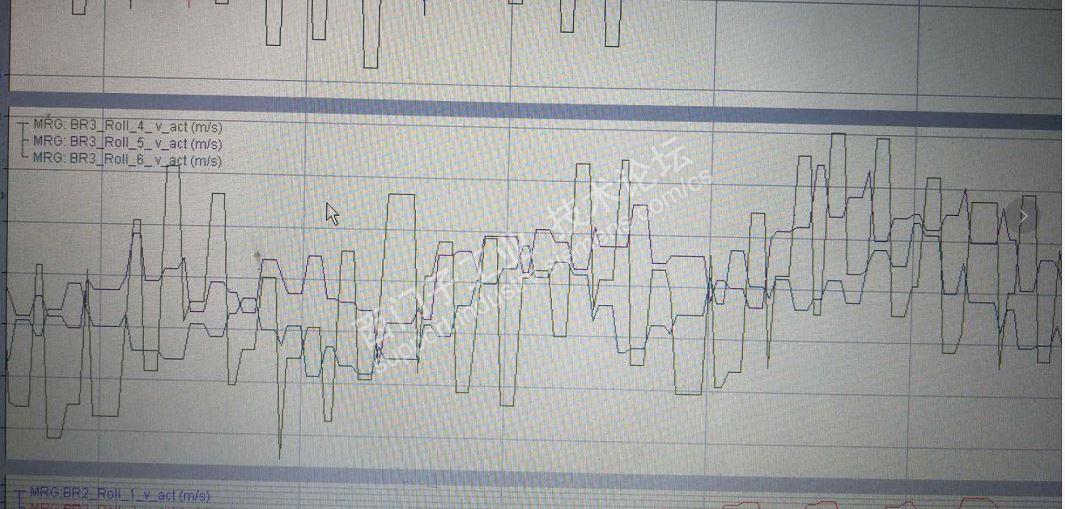
上面是6个辊子速度曲线, 1号辊为主,其他2,3,4,5,6为从辊。
这样的曲线看起来很诡异, 正常的时候所有的辊子速度应该一致,不应该出现这样的波动。 不应该出现这样的单独的一个辊子速度有这样的周期性脉冲波形。



















 西门子商城
西门子商城 西门子中国
西门子中国


 黄金
黄金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












