














 官方商城-正品备件
官方商城-正品备件
 DIOMIS
DIOMIS 西门子中国
西门子中国

 普通
普通

 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐
恭喜,你发布的帖子

发布于 2018-09-14 22:36:35
25楼
1、没想到这个张力控制居然成了热帖。忍不住来跟一下风。
2、话说我前两天就调试过一台S120驱动的卷取设备,这两天也正在思考这个问题,能不能控制的更好一点。
3、楼上说:以下是引用VX2006在2017-12-02 00:05:36的发言 >16楼: 这个楼说的很多,而且有些观点是值得我们借鉴的。
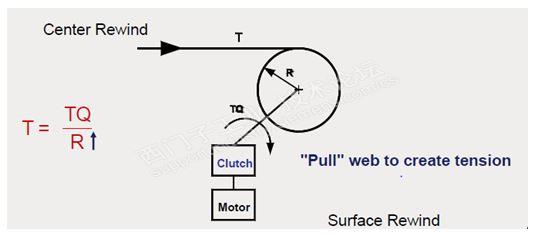
4、带材,线材的收放分为两种模式: 收卷和放卷。 其根本要求就是要求电机的输出转矩跟随负载的变化,从负载的角度来看,可以看成恒功率的负载控制。
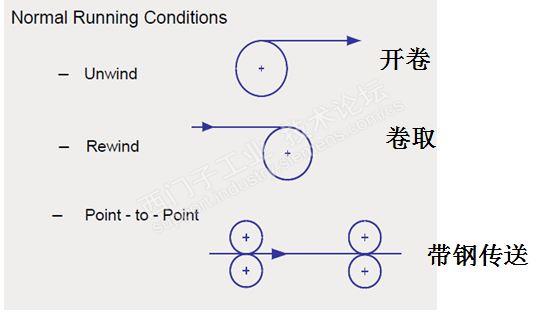
张力控制模式

开卷,就是我们说的放卷
卷取,就是通常说的收卷。
在卷取侧,要求转矩随卷径的增大而增大。
在开卷侧,要求转矩随卷径的减少而减少。
上面是根本原则。
5、前面有人说做速度限幅,这里会存在一个问题,如果产线的实时速度很快,那就没办法限幅,速度跟随不上。比方说冷轧卷取,速度达到1200mpm,甚至2000mpm, 这个时候如果限幅,那么卷径很小的时候跟不上,那个时候就费劲了。 当然你要说能不能实现,那肯定可以用这种方法实现,在低速的时候,效果也不错。在传动侧,倒是可以用转矩限幅+速度环饱和的方式。
6、还有一个就是就是闭环控制还是开环控制。 这要从不同的角度来看, 首先从自动化系统的角度来看,无论你怎么说都是一个闭环系统。 有张力辊或者无张力辊都是闭环系统。
因为总是有一个 Error = Setpoint_Tension - Act_Tension 存在。然后再通过PID(目前最流形应用最广的控制器)调节器来调节张力。
而对于传动系统,带不带编码器才是开环和闭环的区别, 当然有转矩不带编码器估计你再牛也控制不好,甚至可以说实现不了。
7、直接张力控制, 间接张力控制是从自动化系统的角度来说的(即从PLC的角度来看), 这里一般收放卷都可以不用张力辊,即采用间接张力控制基本能满足要求。
8、前面说到速度,有人提到必须有个速度基准,这个是必须的,这个用来计算卷径,非常重要,关系到转动惯量的计算。
9、卷径的计算,体积相等原理计算是最好的,虽然会存在一定的slip,但是这个方式计算是很合理的。而且slip都在控制精度的范围之内,而且在设计的时候可以做slip的检测。
10、传动里面是有很多道道的,这个不是我的专长,不敢多说。
我一直对这个问题很感兴趣,但是因为对传动侧的东西了解很少,所以现在也是半吊子, 欢迎传动大神来解释解释。
谢谢楼主回复了这么多,肯定是用心学过的。
第5条,你的依据是什么?补偿跟不上是硬件的问题还是软件的问题?
第6条,你的理解有误,参考21楼版主的回复。闭环还是开环,取决于被控量。而不是编码器。
第7条,与实际的工艺要求有关。比如,带钢张力控制就是间接张力控制。而其它工艺,比如胶卷,薄膜等等需要直接张力控制。而直接张力控制中的张力测量又分为好几种,张力计,舞蹈辊,loadcell等等。
第9条,卷径的准确测量或计算太重要了。毋庸置疑。西门子给的解决方法是低速时卷径测量用积分法,高速时卷径测量用相除法。
请填写推广理由:

分享
只看
楼主










