















 官方商城-正品备件
官方商城-正品备件
 DIOMIS
DIOMIS 西门子中国
西门子中国

 白金
白金

 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐
恭喜,你发布的帖子

发布于 2018-10-12 19:21:23
3楼
无论五轴还是多轴,要看实际需求。
从理论上说,3轴机床可以实现空间任意轨迹,而且由于传动环节少,加工精度比五轴或多轴加工精度要高。
由于刀具长度的限制或复杂加工零件的需求(零件仰角或内腔加工),五轴或多轴功能具有无可比拟的优越性,尤其以较短的刀具接近和加工3轴机床无法触及的表面,由于提高加工刚性(刀具较短),加工这些部位的精度远远高于3轴机床。
由于增加旋转轴,累计误差也随之增加,尽可能减小旋转轴误差是直接决定加工质量,曲面加工的接刀主要是旋转轴误差引起的。
NC中的数学模型都是按理论计算的,因此,旋转轴的机械调整是五轴以上机床调试中的重中之重,即便系统有补偿,也并非万全之策,因为,补偿永远是被动的,而且基于某一特定位置,并不能包罗万象。
熟悉五轴的都知道,西门子系统用矢量来描述旋转轴空间定向,尤其是840Dsl,把五轴设置界面化(Swivel data,回转数据),除了定位误差外,旋转轴的主要误差是旋转轴之间的位置(几何)误差,为此,在保证制造和调整精度的前提下,可以通过Swivel data(回转数据)界面对旋转轴进行补偿。
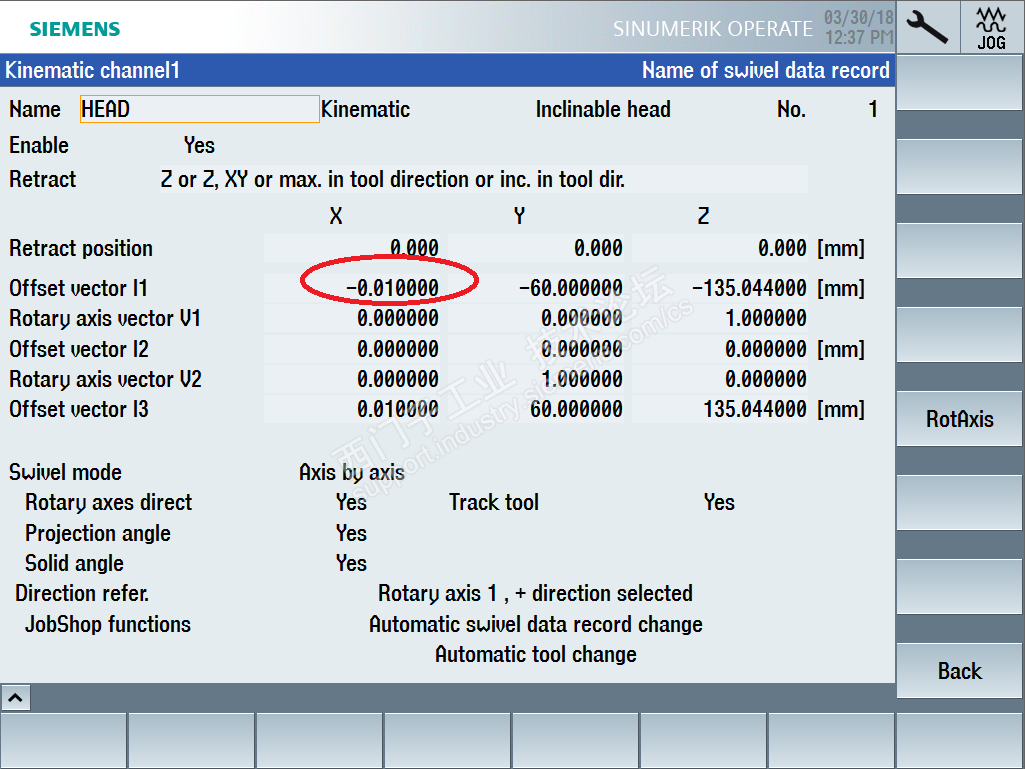
上图中的“-0.01”就是旋转轴几何位置(共面,或同心,或距离)的补偿值。
定位精度补偿大家都熟悉,这里不赘述。
实践证明,机械调整+旋转轴补偿可以达到相当高的加工精度和表面质量,与3轴加工的表面质量相差无几。
 精华帖版主置评:太专业了,五周没接触过只能学习了
精华帖版主置评:太专业了,五周没接触过只能学习了
请填写推广理由:

分享
只看
楼主










