西门子840Dsl系统报警25040#故障处理过程
南方的夏日气温异常炎热,平时工厂、车间温度总在40多摄氏度以上。工厂、车间内各类加热炉,热处理炉24小时不间断的连续工作,把产品进、出炉时所带出来的热量,给本已经高温了的气温,再添加了一把“火”。工厂早已经将能够启动的所有降温设备全力启动,进行“力所能及”的工作,但是,总显得的有一些“力不从心”。
下午1~5时,是工厂一天气温最高的时段。这不,就在这个时段问题来了。
接到工厂电话,说去年夏日安装好的一台西门子840D sl系统设备,在生产过程中突然停机并伴有报警,把这个报警发在我微信上,让我赶紧处理,报警信息图示:
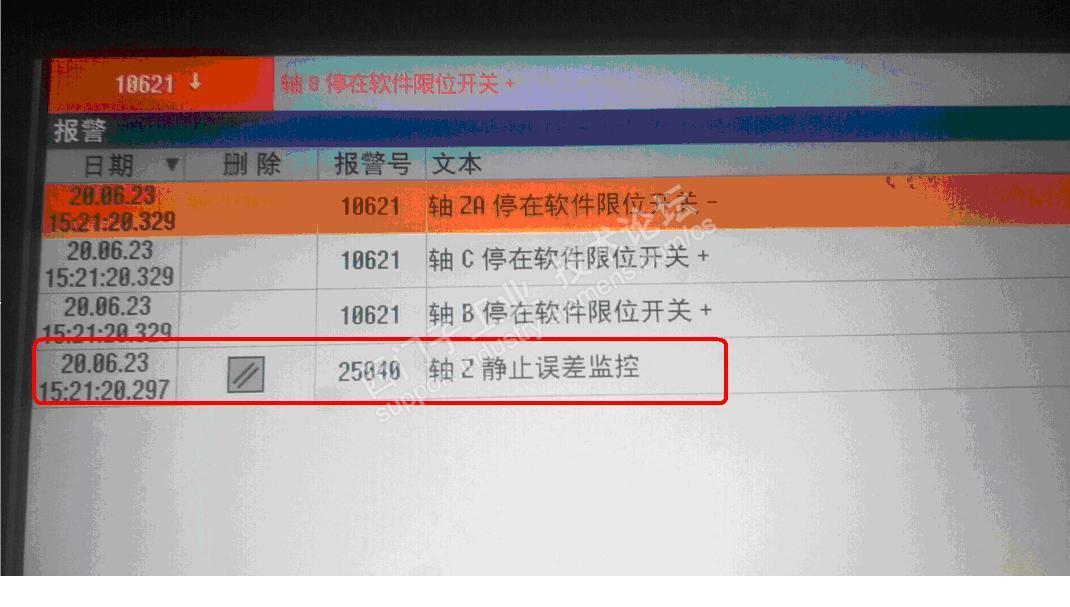
其它各轴也存在10621#报警。
报警说明:
10621#:轴在运行时,超电子行程。该故障可能出现的原因:一般是在受外力作用下,或者机械轴较大惯量的外力作用下高速移动轴时可能会产生。如,刚刚前几天,我写的那篇【一起因外力撞击引起的轴超程故障排除过程】一文中讲到的一例受外部机器人撞击引起的故障那样,也出现过该报警号,帖子链接:http://www.ad.siemens.com.cn/club/bbs/post.aspx?a_id=1628778&b_id=20&s_id=0&num=13#anch。
25040#:静止误差监控。其故障含义是:当移动轴停止后,系统会根据参数MD36040设置的时间参数,启动监控。如果轴停止位置的误差超出参数MD36030定义的公差位置,则触发该轴(通道)报警。
现场大致了解了设备运行情况,操作员说是正常生产时,突然出现的问题,在报警前设备并没有什么特别的状况。
这么多轴同时出现超程(如果判断是受外力作用的可能性)几乎为0,那设备总也不可能无缘无故的出现这些报警信息呀。
该设备各轴均为液压伺服轴,是否可能是因为气温引起的油温高引起的伺服误动作?赶紧到该设备液压站看油温,图示:

油温已经到达61.5摄氏度的温度,记得该设备的油温报警是设置在60摄氏度的。
分析故障可能存在的原因:
假设,设备油温报警设置在60摄氏度,当设备油温运行到这个温度及以上温度时,首先需要停止的应该是轴和主轴,这个是一般控制方式。当然如果深化一下这个报警,修改为此报警出现时,如果设备在“AOUT”状态下且程序运行时,必须确保该程序运行结束后,才运行停止轴运行(关闭轴控制使能,如DB21.DBX2.1),这样的停机方式可以减少一件产品的报废。如果,这时设备刚刚在正常运行(高速)阶段,因为油温引起的设备保护,迫使各轴做出迅速停止的响应,那么,上述的报警变的非常有可能了。
停机,待液压站的油温下降一些再开机试试吧。停机等待往往是漫长的一种等待过程,需要耐心。与其等待,到不如趁此机会看看液压站降温有什么改进方式,待进一步优化。工厂循环水的冷却塔,早几天硬件全部开启了,循环水阀门也已经是开启最大位置。该设备因为是去年夏季安装的,今年板式换热器没有及时清洗过,该板式换热器为力士乐产品,一体式无法拆开清洗处理水垢,待我记录一下,着手准备更换它。
不知不觉间,油温下降到50几度。重新启动系统,启动液压站,按OP屏上的复位按钮,报警无法消除,按MCP板上的reset按钮仍然无法消除报警。启动我的大招吧,关机、断电、上大电,一气呵成,等待系统启动完毕后,启动系统,启动液压站,按OP屏复位,报警消除,ok!由液压站油温因作业升高,引起的设备保护时产生的25040#等报警原因查清。随便移动几个工艺轴,设备没有报警出现,此,报警是暂时消除了。因工厂气温高,引起的设备油温超高报警,如何用一个合理的方法处理,我还需要再确认后落实好解决方案。















 官方商城-正品备件
官方商城-正品备件
 DIOMIS
DIOMIS 西门子中国
西门子中国


 钻石
钻石



 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












