


















 西门子商城
西门子商城 西门子中国
西门子中国

 钻石
钻石

 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐
恭喜,你发布的帖子


发布于 2020-07-03 08:00:39
8楼
承接主贴:
设备的正常运行与机床参数紧密相关,参数号与PLC地址一一对应,这样增加了OEM根据客户需求更灵活的设置功能;如:
MD14510[0]----- DB4500.DBW0:斗笠刀库刀具数量;
MD14510[1-3] ---DB4500.DBW(4-6-8)分半对应润滑控制;
此外,与刀库相关参数:
MD14512[6].0 DB4500.DBX1006.0 BOOL 0 机械手刀库:0,不激活;1,激活; MD14512[6].1 DB4500.DBX1006.11 斗笠式刀库:0,不激活;1,激活;
MD14512[6].7 DB4500.DBX1006.7 BOOL 0 刀库调试模式:0,不激活;1,激活;
MD14514[0] DB4500.DBD2000 REAL 实际值 SP 定位角度(斗笠式刀库) MD14514[1] ;DB4500.DBD2004 REAL 实际值 Z 轴换刀点(机械手刀库 / 斗笠式刀库);
MD14514[2] DB4500.DBD2008 REAL 实际值 刀盘旋转时 Z 轴位置(斗笠式刀库);
MD14514[3] DB4500.DBD2012 REAL 实际值 Z 轴安全位置(斗笠式刀库);
MD14514[4] DB4500.DBD2016 REAL 实际值 换刀速度(机械手刀库 / 斗笠式刀库);
这些功能定义,不同制造商设定是不同的,要参看制造商的使用手册;
PLC报警文本:见附件:
详细内容可参考百度文库https://wenku.baidu.com/view/78811cfbf705cc1755270951.html;
要看懂机床动作,首先要读懂PLC,PLC的设置关于机床的所以功能的实现以及逻辑关系,如何看懂PLC,参考附件中828D子程序库说明:
实际中的PLC实例与子程序说明不一定完全一致,但子程序说明可让我们读懂子程序的每一个环节的用途;
PLC辅助功能的实现,参考附件模板;
PLC在数控设备中其中大脑的作用,想做什么?怎么做?都由PLC决定;
在828的PLC程序中,如果我们要修改功能或接口地址,我们只要修改主程序OB1模块的地址就可以,修改后相应功能子模块地址将自动改变,如下图:
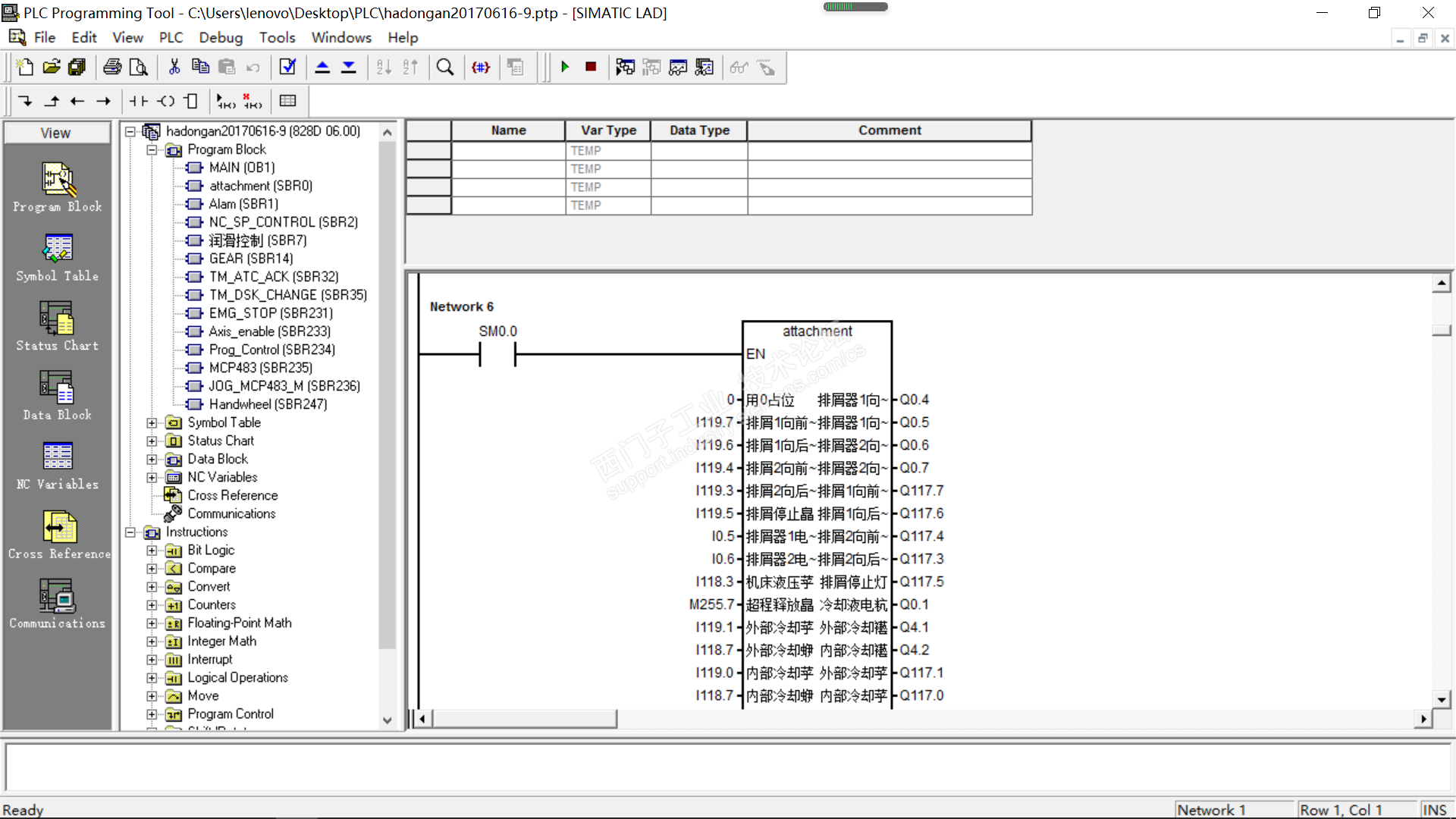
如排削器的控制,修改相应的开关量地址就可以更换控制的相应的地址;
PLC 基本功能包含如下 8 大功能以及 9 个子程序块 :
MCP I/O 输入输出子程序块(MCP_IN_OUT)
· 机床操作面板控制子程序块(NC_MCP)
· 轴手动移动子程序块(NC_JOG_MCP)
· 急停子程序块(NC_EMG_STOP)
· 轴控制子程序块(NC_AXIS_CONTROL)
· 手轮控制子程序块(NC_HANDWHEEL)
· 程序控制子程序块(NC_PROGRAM_CONTROL)
· 异步子程序(PLC_ASUP)
· 主轴松紧刀控制(NC_SP_CONTROL)
其中,各部分功能,仔细阅读结合PLC程序和子程序说明;就可以知晓控制的过程;这个一目了然;
待续...
请填写推广理由:

分享
只看
楼主










