














 官方商城-正品备件
官方商城-正品备件
 DIOMIS
DIOMIS 西门子中国
西门子中国

 钻石
钻石

 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐
恭喜,你发布的帖子


发布于 2020-08-25 14:02:16
1楼
昨天我们的冷加工生产设备METEX1600数控制出现故障!电话求助可是我们当时的热加工生产线也有问题总不能把我劈为一半呀!
只能先保热加工一边,所以冷加工生产设备等有空去吧!让维修人员再努力会儿吧!
今天一早我去冷加工生产设备,先问情况,他们换过哪些东西了,他们重送过NC/PLC程序,换过MCP,换过主轴控制单元,故障不能解除。
我问故障情况:有21612故障代码

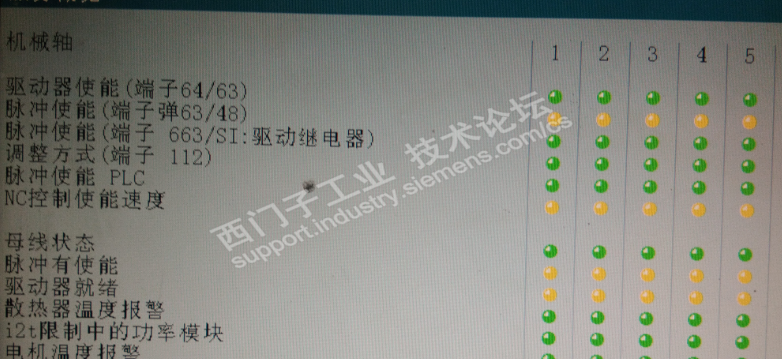
所有驱动的使能都没了,NCK复位也没有用,必须关电重起才有使能。
此种现象在AUTO方式走加工程序时,按CYCLE加工停止时,主轴不停,611D模块出现FAULT报警。
诊断过程:听他们一说,我首先测试JOG方式转主轴会不有问题,是正常的。
试AUTO方式时故障又出现上面的情况,我看到是报警后,主轴开始没有停止,其实是611D故障后,主轴是慢慢停止的,只是时间要半分钟是不受控停止,属于惯性停止,不象在611D正常有制动停止时间短,这个现象并不象他们所说的主轴不停止,此时我没急于着手,先坐下来想了一会儿,感觉没地方可下手,维一可下手的地方就是611D电源模块。
先看一下电源模块接线图:

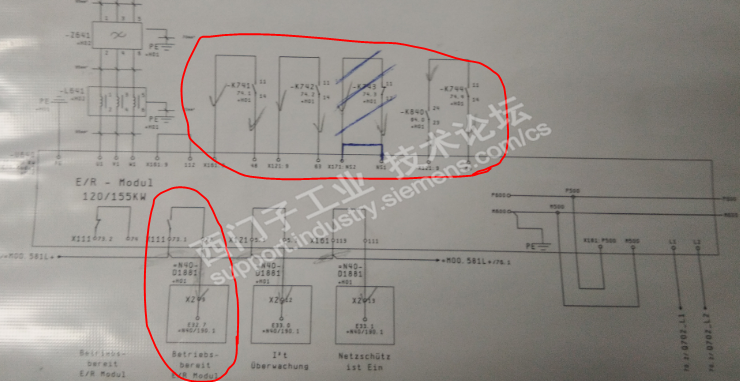
查了一下故障后外围的K741(I40.0),K742(I40.1),K744(I40.3),还有就是I32.7,只有I32.7信号是从1变为0的,变为0后当然所有轴使能会没有,我尝试先短接I32.7看能否送上使能,测试后使能还是送不上,没办法决定换611D电源模块吧。
换好611D电源模块后经过测试,没有出现以上报警,再一看换下的模块是以前发外修过的,这让我更确信是611D电源模块的问题。
写在这儿供大家参考,希望对坛友有帮助!
(此问题解决后,此时我们的热加工生产线中穿孔机出问题了,还好是液压问题,当时伺服阀的设定值和反馈不一致,他们换了一个故障还是一样,又换PLC模块还是一样,此时我刚吃完饭,也到了现场,只问了一句你们换上去的阀好不好,平时换来换去搞湖了吧!
你们还不如把现场同样好的阀线对调,如果故障转移就是阀不好,或者管路中有脏东西,他们再次换了一只伺服阀结果好了。)
我们这边也出现过这样的情况,换下来的东西不做标记,又当作备件放到货架上,导致下次出问题,总是找不到问题点,浪费时间。
请填写推广理由:

分享
只看
楼主










