设备描述:
自动装盒机,通过电子凸轮控制:涂胶、折盒、推糖等动作。
相关硬件:
西门子1200PLC 6ES7 214-1AG40-0XB0;V4.2
欧姆龙旋转递增式旋转编码器 E6C2-CWZ5B;360 P/R;黑-A相、白-B相、橘-Z相
接线:
编码器A、B、Z分别接入1200的I0.0、I0.1、I0.2。
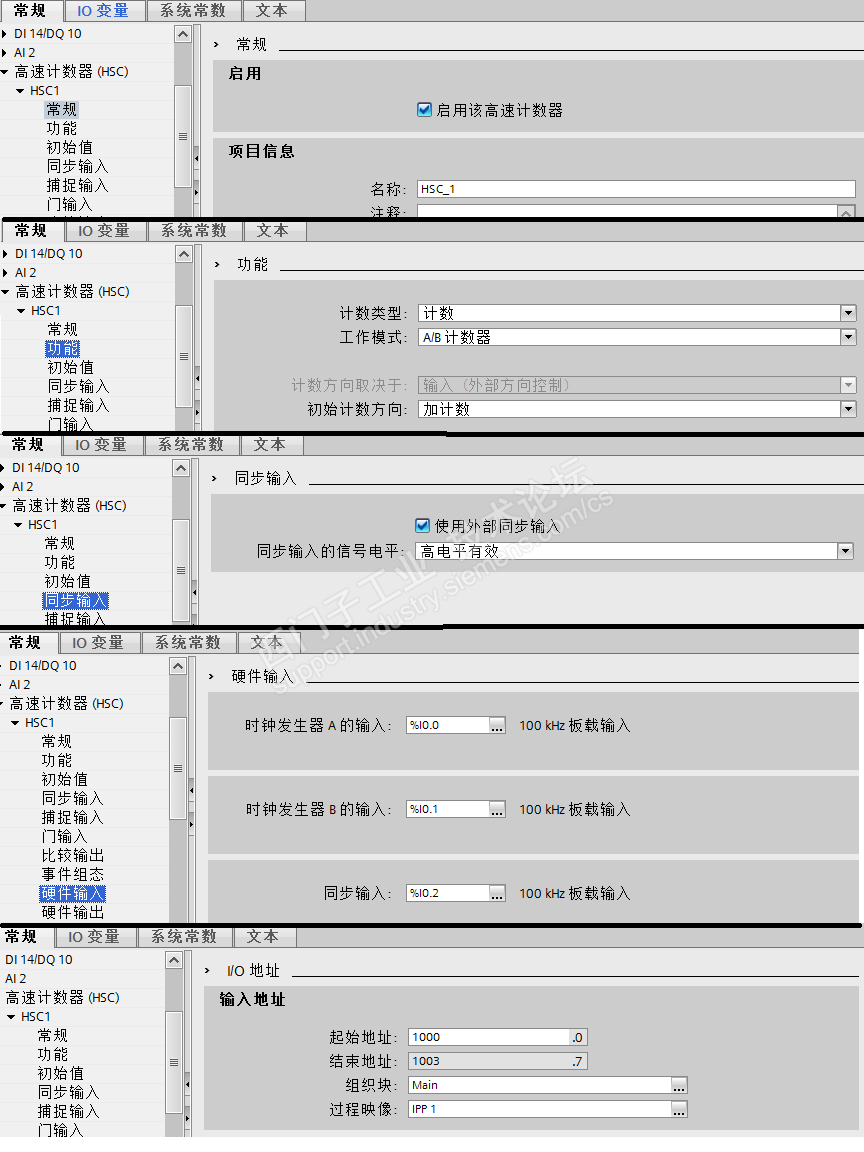
1200硬件组态:
地址ID1000,A/B计数器模式,详见下图
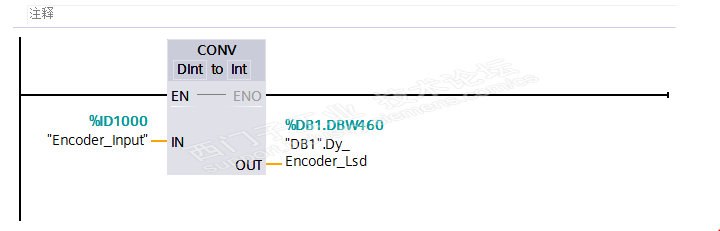
程序:凸轮的使用
(ID1000直接是0-358的整数,感觉很像三菱模拟量输入,读出来就是温度,不用模拟量装换)

这里"DB_Fasi".Fasi.Fase_17.Da 和 "DB_Fasi".Fasi.Fase_17.A是屏幕上的设定值。
下面监控的点,分别是230和30,即230°启动,到30°停止。
(这里不太严谨,故障现象就是这里导致的。以前压机上用的FM352就比较安全)
故障现象:
折盒气缸回提前动作一下。
故障波形:
正常时凸轮0-358(为什么不是0-359?),故障时0-65,接着0-293,加起来正好358。
并且横坐标时间加起来也正好等于正常的。
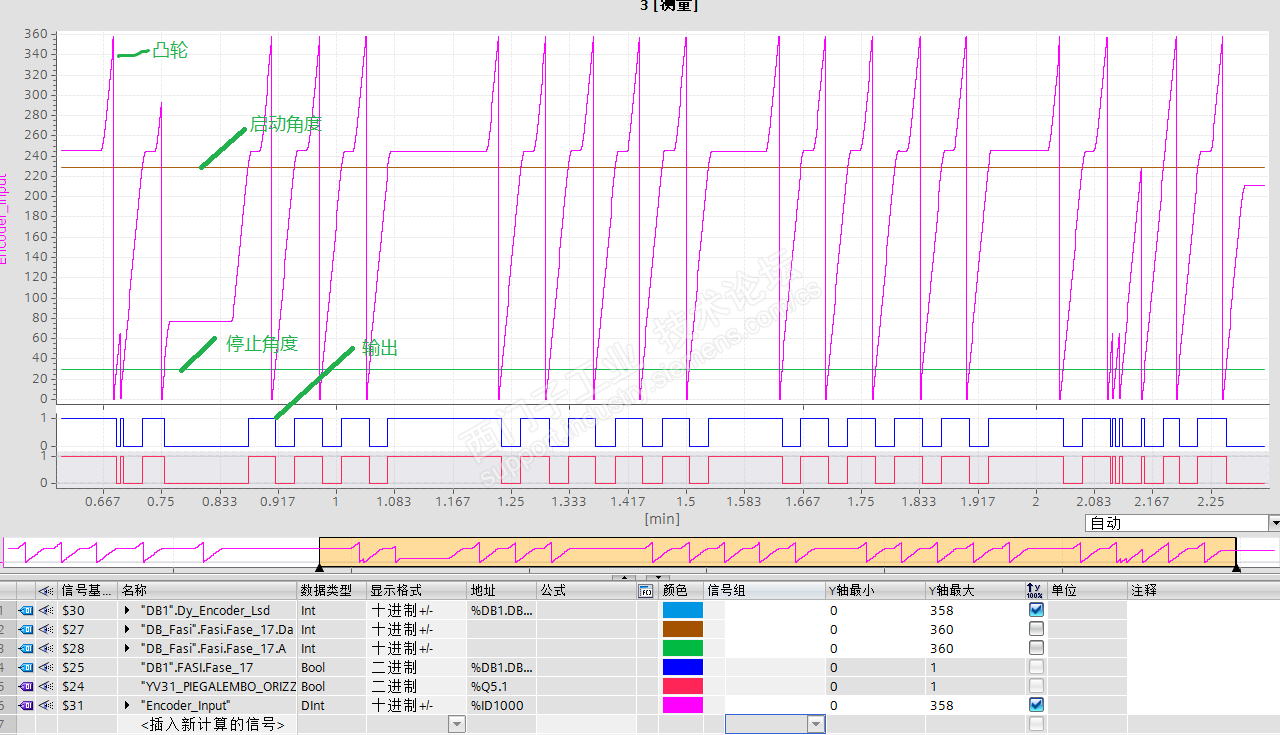
启动角度230,停止角度30。根据程序>230或<30都会输出。
如果用FM352好像一定要到230的时候才能触发输出。
排故:
第一次接触,还发了个求助帖http://www.ad.siemens.com.cn/service/answer/solved_245244_1072.html
程序里通过OB40清零(名字这么写的),通过编码器Z相触发的。OB40的程序没看懂。

编码器的Z相是有固定位置的

本着故障从最简单的点开始排查,更换了编码器。由于是偶发故障,还在跟踪。
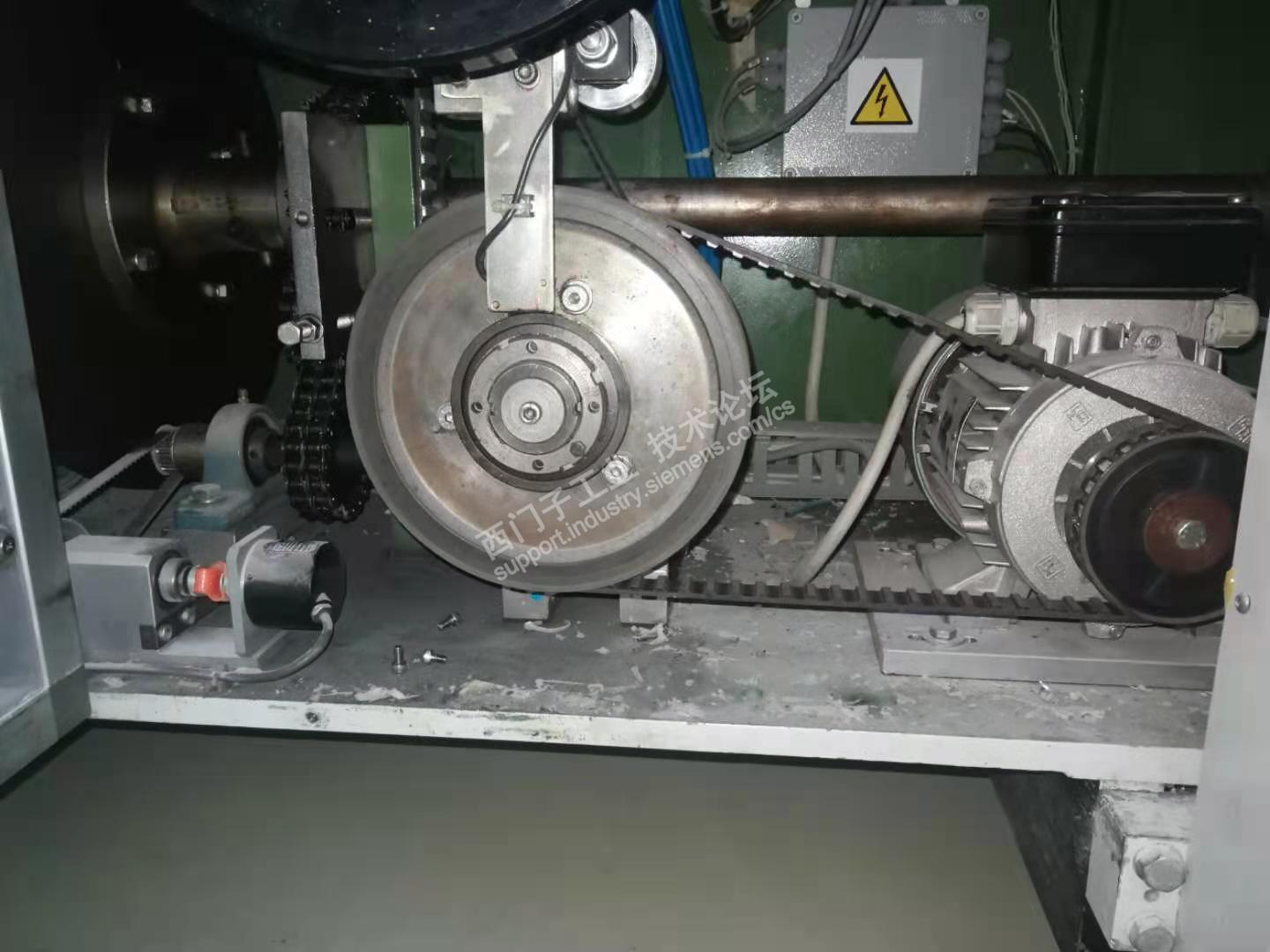
附上编码器安装图:




















 西门子商城
西门子商城 西门子中国
西门子中国



 黄金
黄金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












