其一
钻台下钻作业,钻井绞车短时间内频繁自动停机抱死多次,通过触摸屏查看报警信息,可以看见每次钻井绞车自动抱死时首先出现的报警信息:钻井绞车失风报警。检查钻井绞车两台风机工作正常,判断风压反馈信号丢失导致绞车故障。按照图纸如下:

在司钻房PLC柜内找到风压反馈信号继电器RL31(风机A风压反馈)与RL32(风机B风压反馈),发现RL32在钻井绞车运行时指示灯闪烁并带有明显丝丝声,怀疑这一路的信号线有松动或者风压开关卡,在紧固各处接线并敲击振动风压开关后,RL32正常,钻井绞车未出现失风报警。
其二
夜班钻井工作人员反映绞车运行有强烈顿挫感,不论是手轮给定还是脚踏给定,也不管绞车运行速度高低,都是有强烈的顿挫,导致钻台很大的震感。
观察绞车运行记录,发现绞车运行时,输出电压和电流存在不规律的瞬变,而且参数值变化特别大,像是偶尔有停止输出的现象。
查手轮和脚踏的给定计算,没发现明显问题;
查绞车速度给定到6RA70,发现有状态非的情况下,速度给定为0的控制。特添加测试位M399.0和M399.1。结果很快发现M399.1会置位,也就是说DWB给定存在速度突然给定为0的问题。
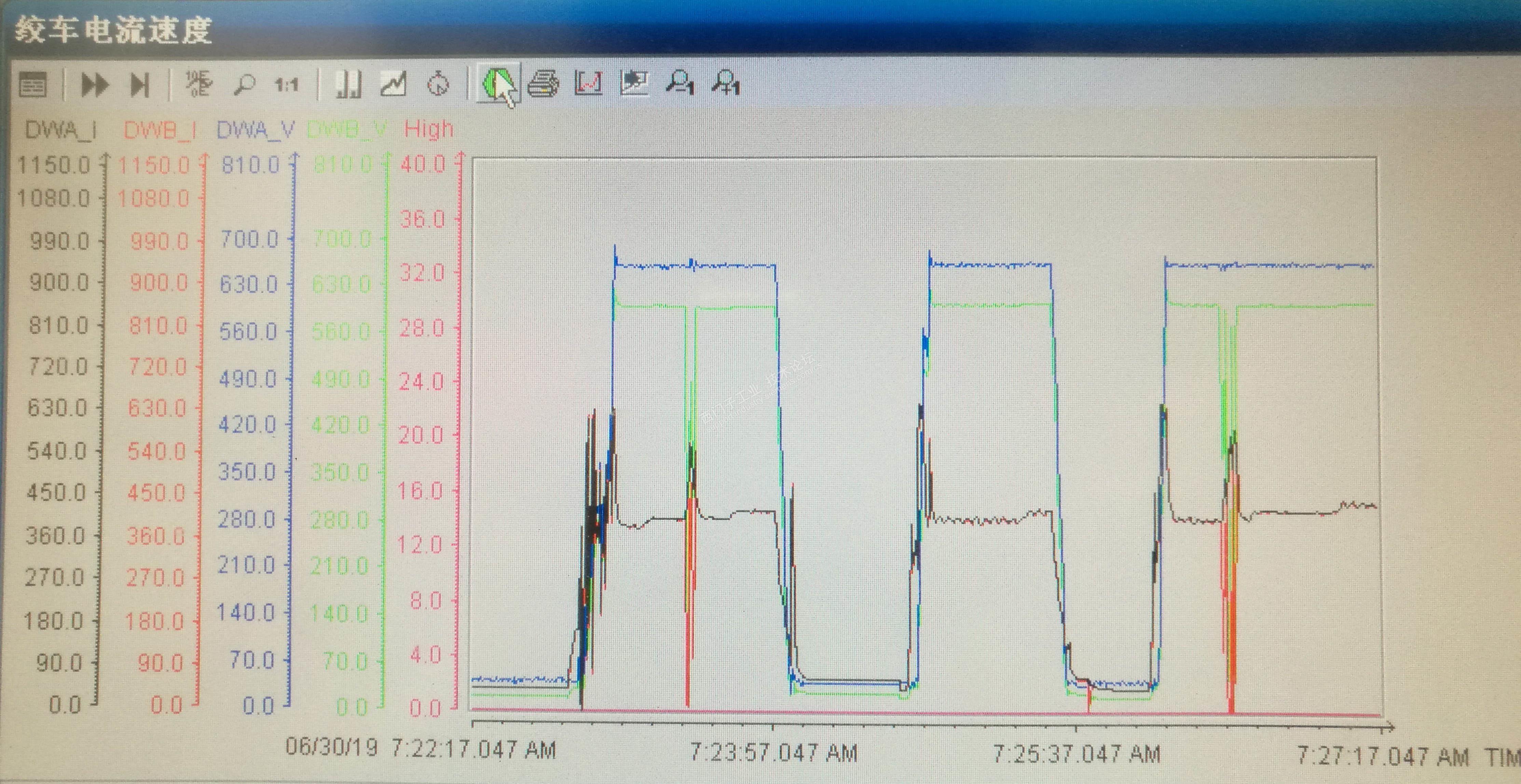

进一步观察,发现人机界面的绞车运行显示,DWB风压有闪断现象,而此信号正好参与DW速度给定控制,具体地址为I22.4。

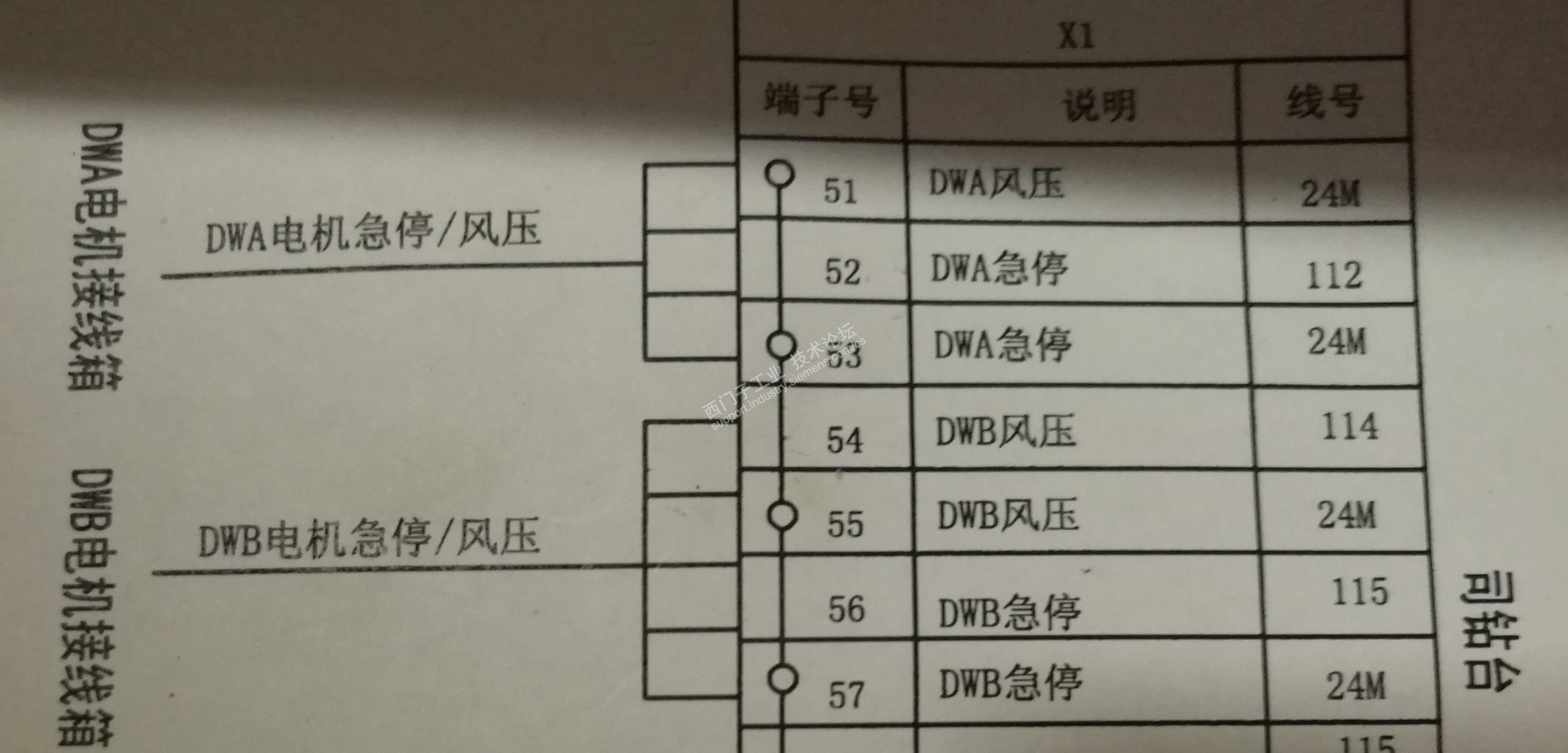
查阅图纸,找出DWB风压接线,由于现场正在作业,临时短接风压信号。也就是综合控制柜2内的X1端子的X1-54,X1-55。
经实际生产测试,绞车再没出现顿挫感,运行正常。
这两则故障的基本问题都是设备供应商的程序安全问题,无论什么因素导致的停机,应该有人为参与才能再次起动。
不能因为有故障了停机,故障消除后机器又自动运转了。
这是要出大事的问题啊。



















 西门子商城
西门子商城 西门子中国
西门子中国



 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












