车铣复合之C轴编程
车铣复合机床是机床大家族中一个重要的分支,其结构特征是将车床和铣床的优势集合到一起,既能对高精度的回转体进行车削,同时又能完成铣床才能完成的各种铣削工作。最常见和最普通的车铣复合机床就是在车床的刀塔上安装动力头来完成主要为回转体的零件的必要的铣削任务。
西门子828D和840Dsl提供了一种端面转换和柱面转换的方法将主轴的旋转转化为虚拟的X轴和Y轴,使得车铣复合铣削的编程与铣床和加工中心的编程方式基本一样,大大降低了编程的难度。但是,由于车铣复合机床本身及所加工的零件的结构特征比较特殊,因此,如果能对C轴进行编程,会使车铣复合编程更加方便和自由。本文将以实例来说明如何采用C轴进行编程。
1. 进行C轴配置
默认情况下,车床版的828D和840D是不能进行C轴编程的。如果在MDA模式下执行图1所示的的程序,你将会收到类似“12050 程序段2 DIN地址C没有设计”的报警。因此,我们必须对机床进行C轴配置——即将机床主轴的名称设置成“C”轴。具体方法就是将图2所示的机床参数MD20080数组的主轴对应的元素的值改为“C”.笔者的情况是将MD20080[2]的值“SP1”改成“C”。修改完后需要对机床进行一次PO热启动。

图1
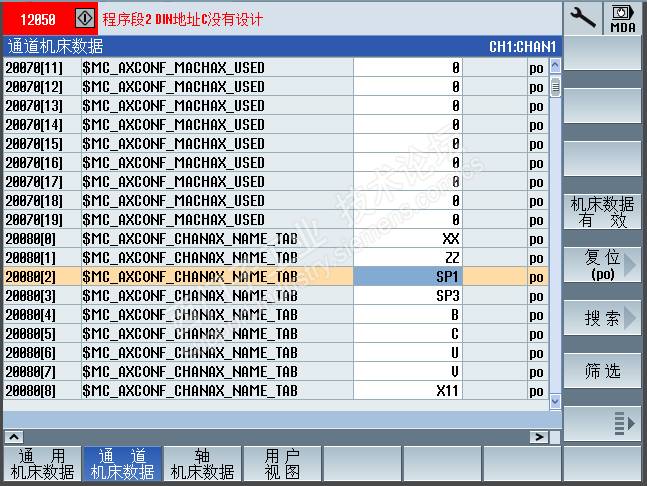
图2
修改完上述参数再执行图1所示的程序,程序就能正常运行了,并且主轴安装编程的代码成功的转动到180°。如图3所示.
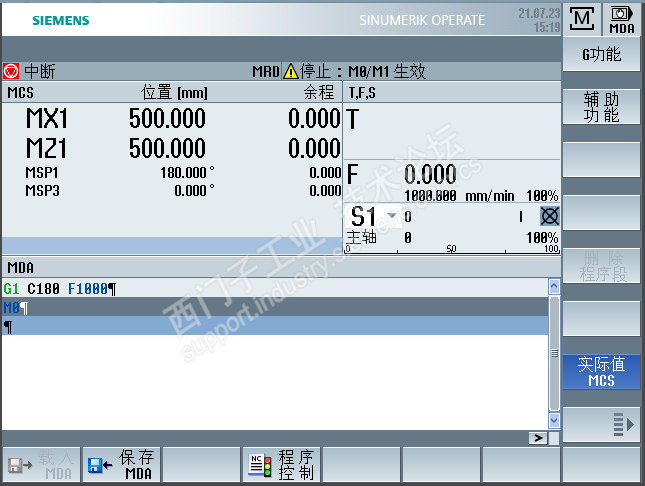
图3
1. 编程实例
当完成C轴的配置设置后,我们就可以像编程X轴和Z轴一样用G0和G1对C轴进行编程。其他更多的高级编程读者可以查阅西门子840Dsl和828D的相关编程手册。本文以加工图4所示的圆形凹槽为例,提供如图5所示程序代码供读者参考。
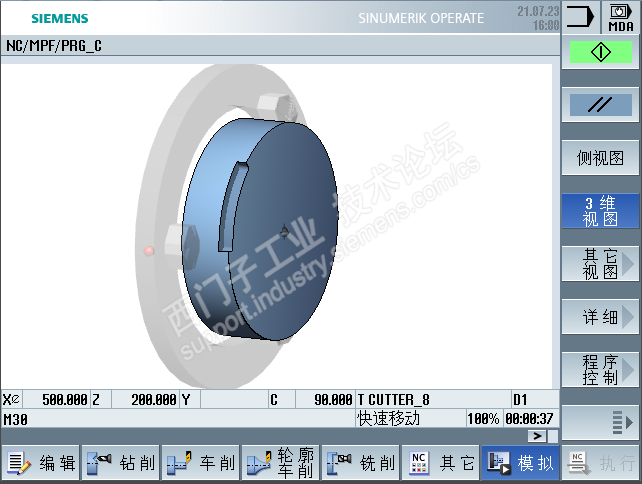
图4

图5
本文的目的在于记录笔者工作实际中解决问题的过程和方法,相当于笔者自己的工作笔记。真诚期待读者的批评和建议。















 官方商城-正品备件
官方商城-正品备件
 DIOMIS
DIOMIS 西门子中国
西门子中国


 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












