直线轴与旋转轴插补时,编程的进给速度F是什么含义呢?
我们编写个简单的NC小程序:
g0 x0 y0 z0 a0 c0
$an_sltrace=1
g01 x10 y15 A20 f100
m02
然后在伺服跟踪中设置
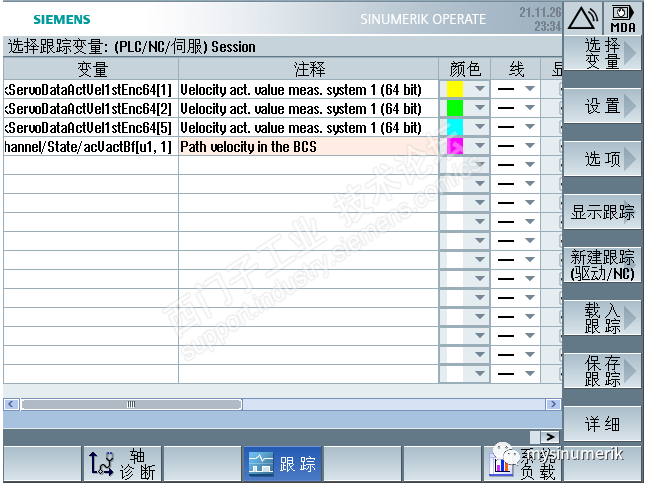
第一个变量是X轴的速度
第二个变量是Y轴的速度
第三个变量是A轴的速度
第四个变量是路径速度
目的是执行上面的NC程序时,记录X轴,Y轴,A轴的速度和路径速度
我们先看结果
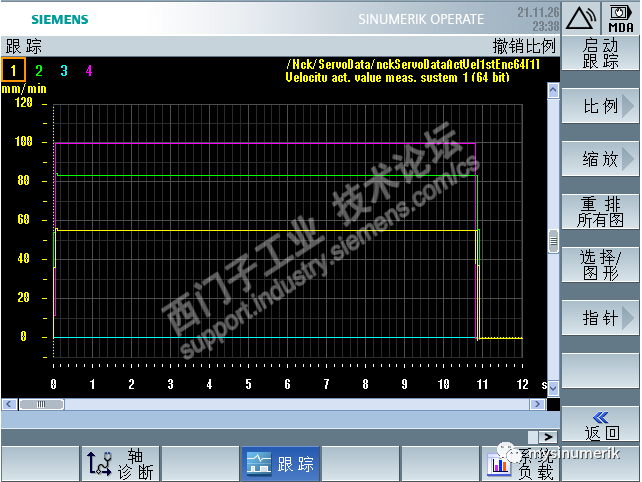
我把各轴的速度写在这里:
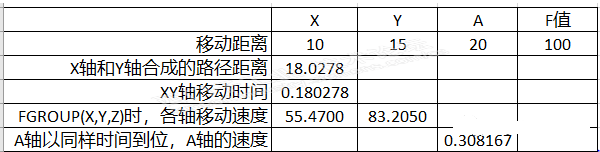
X=55.2mm/min Y=83.4mm/min A=0.308rpm F=100mm/min
知道如何计算出来的吗?提示两点:
- 旋转轴按1度对应1mm来计算距离
- 编程的F值默认NC指令和默认数据下,是只按X,Y,Z轴进行分配(或者说X轴,Y轴和Z轴的速度合成就是F值)
NC指令中有个FGROUP,与此相关,FGROUP(X,Y,Z)含义就是X,Y,Z轴分配F值,而非FGROUP的轴,按插补关系同时到达终点。
与此相关的机床数据:
MD22420 $MC_FGROUP_DEFAULT_AXES的说明:
该数据用于设置FGROUP指令的缺省设置。一共可以指定8根通道轴,这些通道轴得出的速度等于程序中编写的轨迹进给率。如果八个值都为零(缺省值),则由机床数据20050 $MC_AXCONF_GEOAX_ASSIGN_TAB设置的几何轴生效,同之前FGROUP指令的缺省设置。
计算结果:
好下面修改下NC程序:
g0 x0 y0 z0 a0 c0
FGROUP(X,Y,Z,A)
$an_sltrace=1
g01 x10 y15 A20 f100
m02
好,启动伺服跟踪,运行程序,得到如下结果:
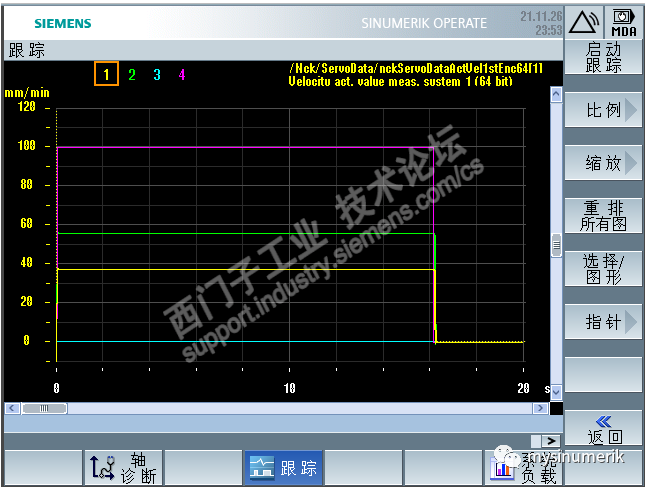
对比上面的跟踪,能看到明显的变化,同样,我把各轴的速度写在这里
X=37.2mm/min Y=55.8mm/min A=0.207rpm F=100mm/min
计算:

这里的计算只是为了理解FGROUP这个指令,请忽略微小的误差
使用FGROUP(X,Y,Z)时,程序运行时间10.89s
使用FGROUP(X,Y,Z,A)时,程序运行时间16.23s















 官方商城-正品备件
官方商城-正品备件
 DIOMIS
DIOMIS 西门子中国
西门子中国


 黄金
黄金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












