NC程序:
g0 x0 y0 z0 a0 c0
FGROUP(X,Y,Z)
$an_sltrace=1
g01 x10 y15 A0.1 f100
m02
伺服跟踪的结果:
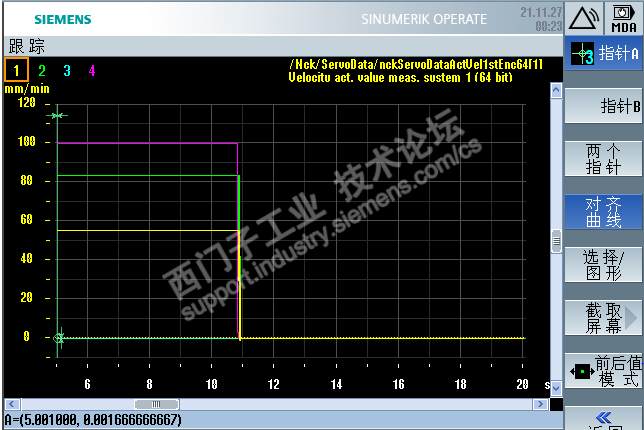
伺服跟踪得到的各轴速度:
X=55.2mm/min Y=83.4mm/min A=0.00167rpm F=100mm/min
再改下NC程序:
g0 x0 y0 z0 a0 c0
FGROUP(X,Y,Z,A)
$an_sltrace=1
g01 x10 y15 A0.1 f100
m02
伺服跟踪的结果:
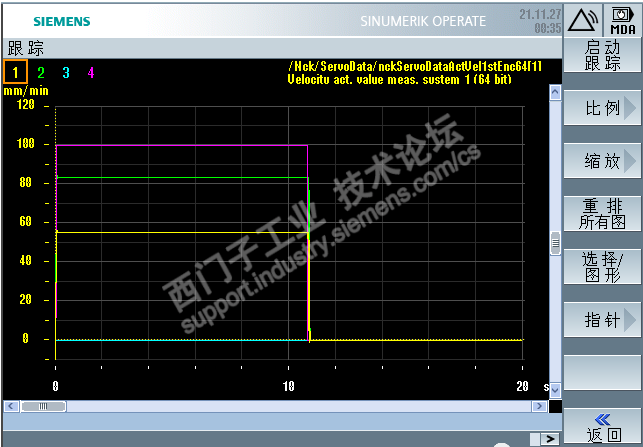
伺服跟踪得到的各轴速度:
X=55.2mm/min Y=83.4mm/min A=0.00167rpm F=100mm/min
和上面的测试结果相同
测试3:
g0 x0 y0 z0 a0 c0
FGROUP(X,Y,Z)
$an_sltrace=1
g01 x0.1 y0.2 A10 f100
m02
伺服跟踪的结果:

测试4:
g0 x0 y0 z0 a0 c0
FGROUP(X,Y,Z,A)
$an_sltrace=1
g01 x0.1 y0.2 A10 f100
m02
伺服跟踪的结果:

伺服跟踪得到的各轴速度:
X=1.2mm/min Y=1.8mm/min A=0.2783rpm F=100mm/min
从上面测试中,可以看出有旋转轴时,需要注意NC程序的编写,尤其是五轴加工的程序,否则可能会出现速度不稳,或者有的轴速度很快或者很慢的情况。
FGROUP的使用对某些场合下,对加工速度影响很大。



















 西门子商城
西门子商城 西门子中国
西门子中国


 黄金
黄金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












