程序运行过程中,有很多情况会导致程序中断,比如刀具断了,突然断电了之类的。
这时,我们当然不希望从头开始重新执行程序,太浪费时间了!对,我们要用“程序段搜索”操作--找到程序被中断的那个程序段,然系统从这里执行。
程序段搜索分为几种搜索模式:
- 不带计算的搜索
- 带计算不带返回轮廓的搜索
- 带计算带返回轮廓的搜索
要找到被中断的程序段的方法有:
- 搜索文本
- 搜索中断点
- 搜索指针

要在自动方式下,进行段搜索操作,需按下面几步操作:
按“程序段搜索”
选择“查找模式”
搜索目标程序段
按“启动搜索”,系统找到目标程序段
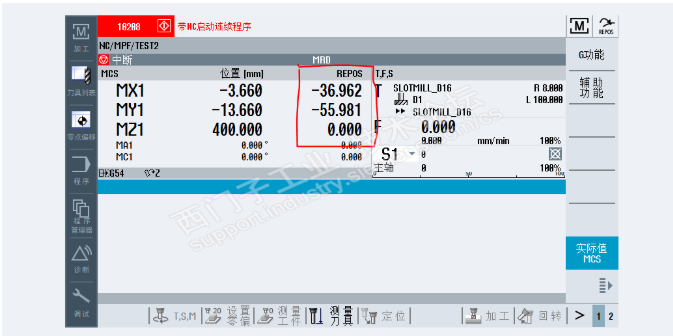
按一次“NC启动”,系统输出目标程序段之前最后的M、S、T指令,这个在资料上叫“Action Block”
再按一次“NC启动”,系统将继续执行程序。
下面举个例子来说明如何操作,并看看“带计算不带返回轮廓”和“带计算带返回轮廓”两者的区别。
NC程序:
N10 g0 z300
N20 T="SLOTMILL_D16"
N30 M6
N40 g0 x-10 y-10
N50 G01 z300 f5000
N60 g01 x0 y0 F5000
N70 x50 y20
N80 x100 y100
N90 x10 Y80
N100 x0 y0
N110 g0 x-10 y-10
N120 g0 z300
N130 m02
正常执行的轨迹(没有加刀补)

例1:下面我们看看“带计算不带返回轮廓”的段搜索:
按“程序段搜索”
选择“查找模式”

搜索目标程序段
我们用“中断位置”搜索到N80这一段

按“启动搜索”,系统找到目标程序段

按一次“NC启动”,系统输出目标程序段之前最后的M、S、T指令,这个在资料上叫“Action Block”

再按一次“NC启动”,系统将继续执行程序。
程序段搜索后,程序执行的轨迹如下:

例2:我们再看看“带计算带返回轮廓”的段搜索:
按“程序段搜索”
选择“查找模式”

搜索目标程序段
我们用“搜索指针”来搜索N80这个行号

按“启动搜索”,系统找到目标程序段

按一次“NC启动”,系统输出目标程序段之前最后的M、S、T指令,这个在资料上叫“Action Block”

再按一次“NC启动”,系统将继续执行程序。
程序段搜索后,程序执行的轨迹如下:

看出这两种搜索模式的区别了?
带计算不带返回轮廓”--从当前位置直接运动到了N80程序段的结束位置
“带计算带返回轮廓”--从当前位置运动到N80程序段的起始位置
当然,实际操作时,可能这两种方式都不适合,因为从当前位置到目标位置中间可能有障碍物(如夹具),这时我们可以用返回轮廓操作
前面操作到e步后,我们切换到手动方式下的“返回轮廓”

我们可以手动正向移动X轴和Y轴,直至剩余距离为0,然后切换回自动方式,按“NC启动”键,继续执行程序
注意:段搜索操作会在“Action Block”输出M、S、T指令,所以需要有PLC的支持,即机床厂的工程师要调试好“段搜索操作”,机床操作者才能方便地使用!










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国


 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐










