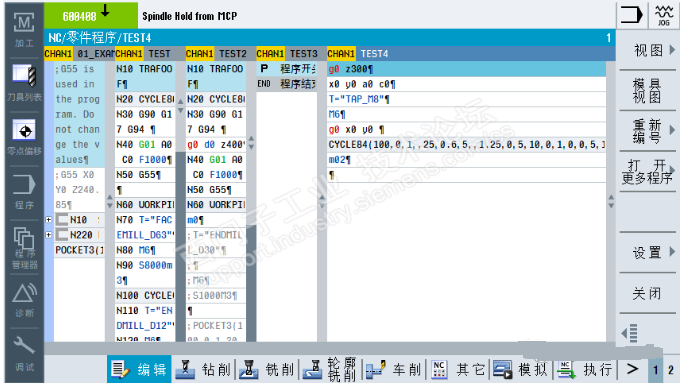
在编写NC加工程序的时候,会不会碰到希望同时打开两个程序的时候?对SINUMERIK来说,没问题。下图,我打开了五个程序!而且使用多点触摸屏幕,可以非常轻松地在多窗口之间切换
复杂机床可能用到了两个或更多通道,每个通道有自己的程序,当然这几个通道在加工的时候常常需要同步,比如双主轴车铣复合在线交换工件、机床轴在通道间切换等功能,都需要通道间同步后,才能继续下面的动作。在SINUMERIK ONE上有一组指令:
INIT(<ChanNo>, <Prog>, <AckMode>) -- 为指定通道选择程序
START(<ChanNo>, <ChanNo>, ...) -- 启动指定通道的程序
WAITM(<MarkNo>, <ChanNo>, <ChanNo>, ...) -- 等某个通道的同步标记
WAITE(<ChanNo>, <ChanNo>, ...) -- 等待通道程序结束
WAITMC(<MarkNo>, <ChanNo>, <ChanNo>, ...) --
SETM(<MarkNo>, <MarkNo>, ...) -- 设定同步标记
CLEARM(<MarkNo>, <MarkNo>, ...) -- 清楚同步标记
这里我们先用WAITM做个例子,其它指令以后再举例说明。
编写两个程序,MYCH1.MPF将运行在通道1,MYCH2.MPF将运行在通道2
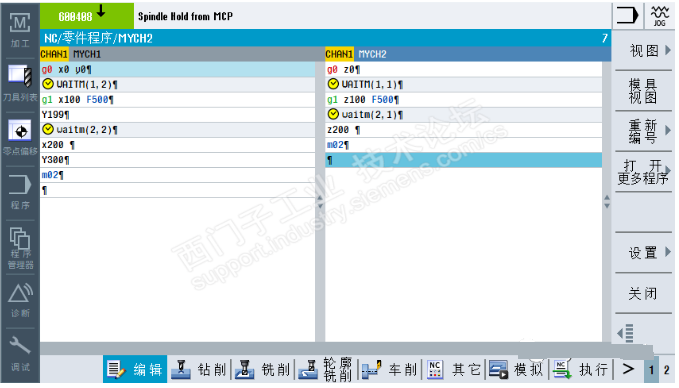
两个程序在执行过程中各有两个同步标记,即这两个程序在运行时会有两次同步,这里的程序比较简单,同步标记少,标记间的程序也少,比较容易读懂程序,但如果程序复杂,同步标记多,用这种方式去编程,想想都有点儿头大。
不过,SINUMERIK ONE提供同步编程功能,这种问题便迎刃而解了。
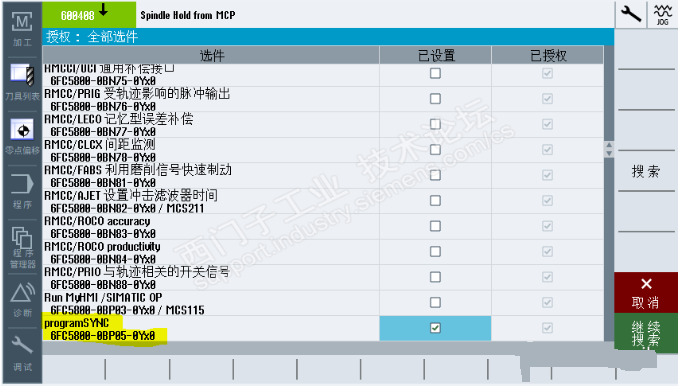
同步编程是个选项,需要激活
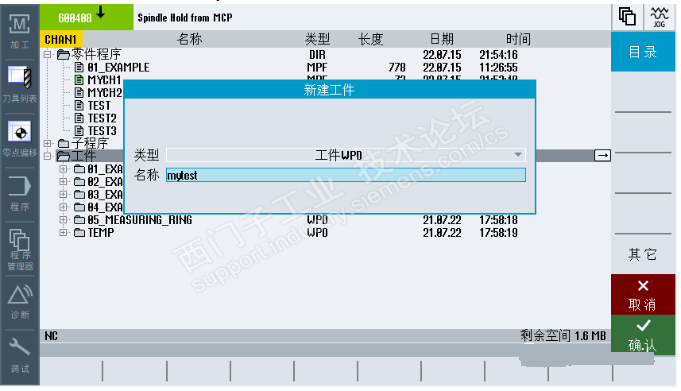
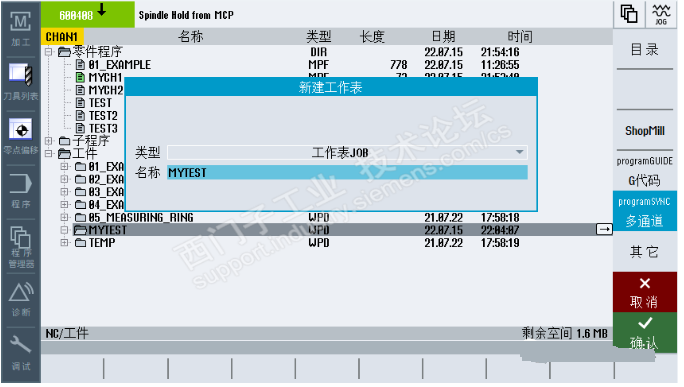
我们创建一个工件,名为“mytest”
“确认”后我们可以创建程序,这里有三种选择:
ShopMill--铣削的工步编程,之前简单介绍过,非常方便高效的编程方式
G代码--西门子的G代码编程方式,有诸多高级指令和循环支持,区别于普通ISO的G代码编程。
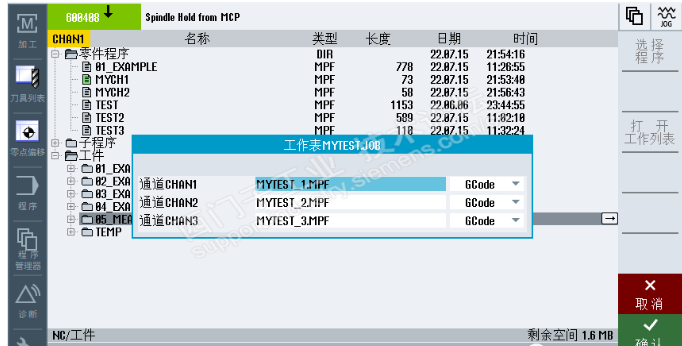
ProgramSYNC多通道--这个就是我们要介绍的同步编程,顾名思义,多个通道协调编程。就选这个,点击“确认”。注意,这里创建的是个“工作表”(joblist)
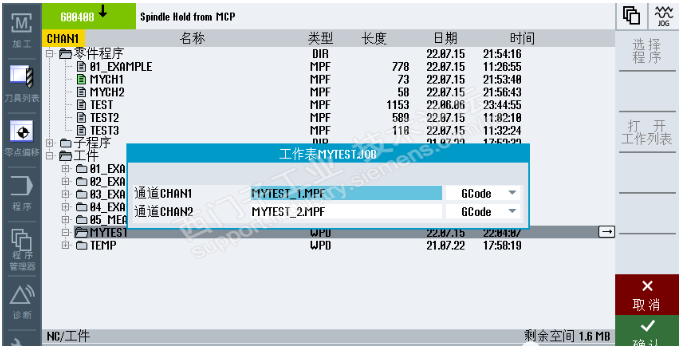
再次弹出的窗口提示我们输入两个程序的程序名和程序类型,我们这里就用默认的程序名。点击确认。
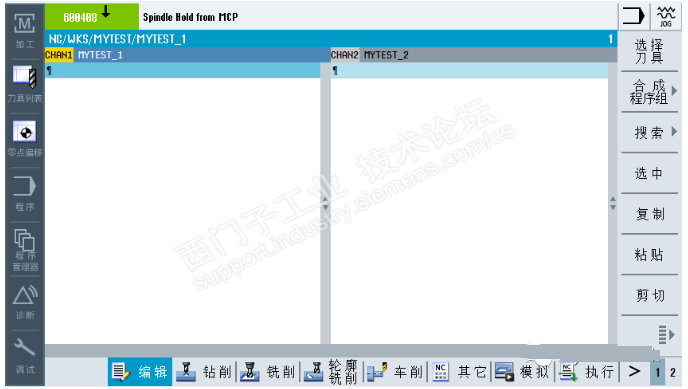
于是进入双窗口编辑画面,左边是将用于第一通道的程序MYTEST_1.MPF,右边是将用于第二通道的程序MYTEST_2.MPF
如果我们把前面的程序内容拷贝下来
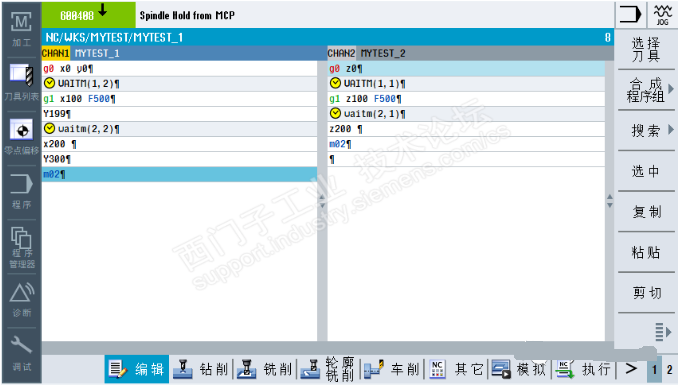
看着,好像没有什么不同啊?!
别着急,依次按下面几个软键

程序显示变为
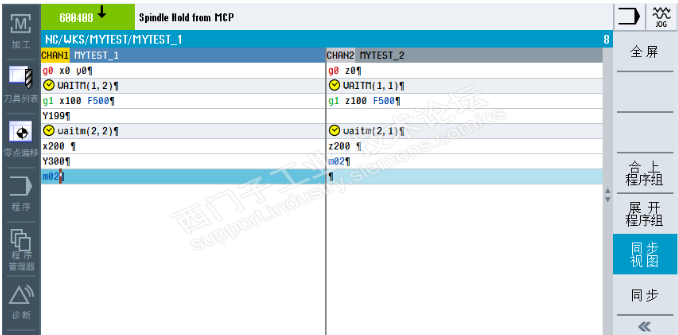
两个通道的同步标记自动对齐了!
是不是很方便?可以很轻松地完成多通道的编程!
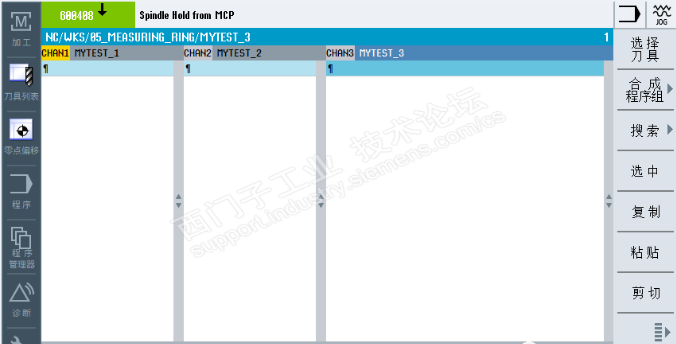
上面例子只有两个通道,通道多了行吗?
没问题,系统有三个通道,你就可以用同步编程同时编写三个程序















 官方商城-正品备件
官方商城-正品备件
 DIOMIS
DIOMIS 西门子中国
西门子中国


 黄金
黄金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












