


















 西门子商城
西门子商城 西门子中国
西门子中国

 普通
普通

 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐
恭喜,你发布的帖子


发布于 2022-11-23 14:12:16
7楼
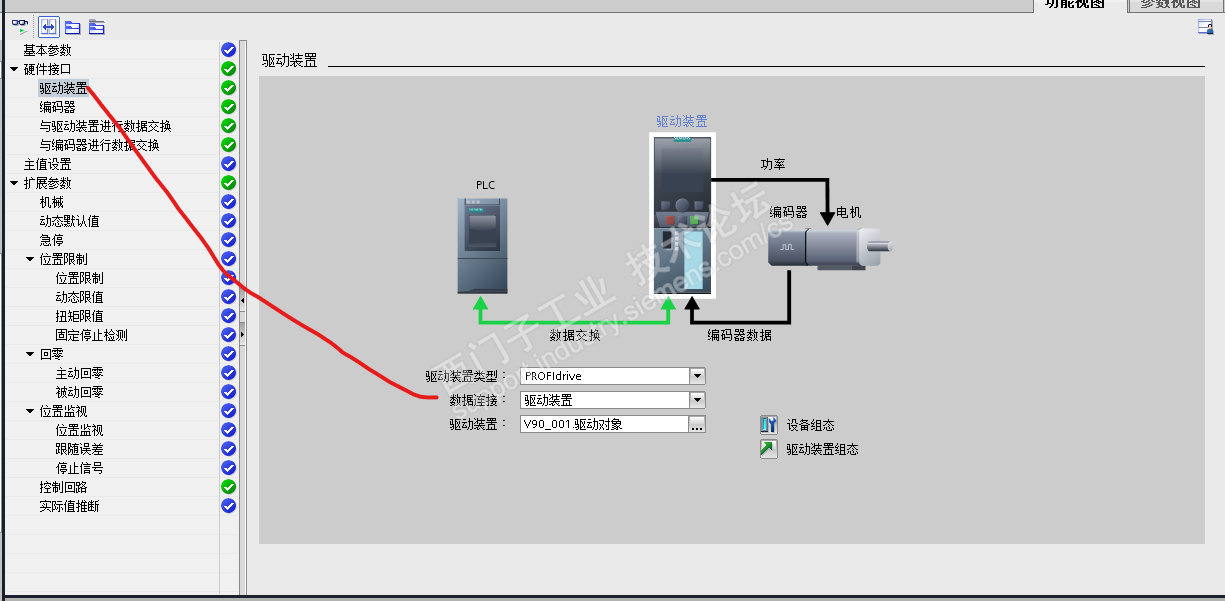
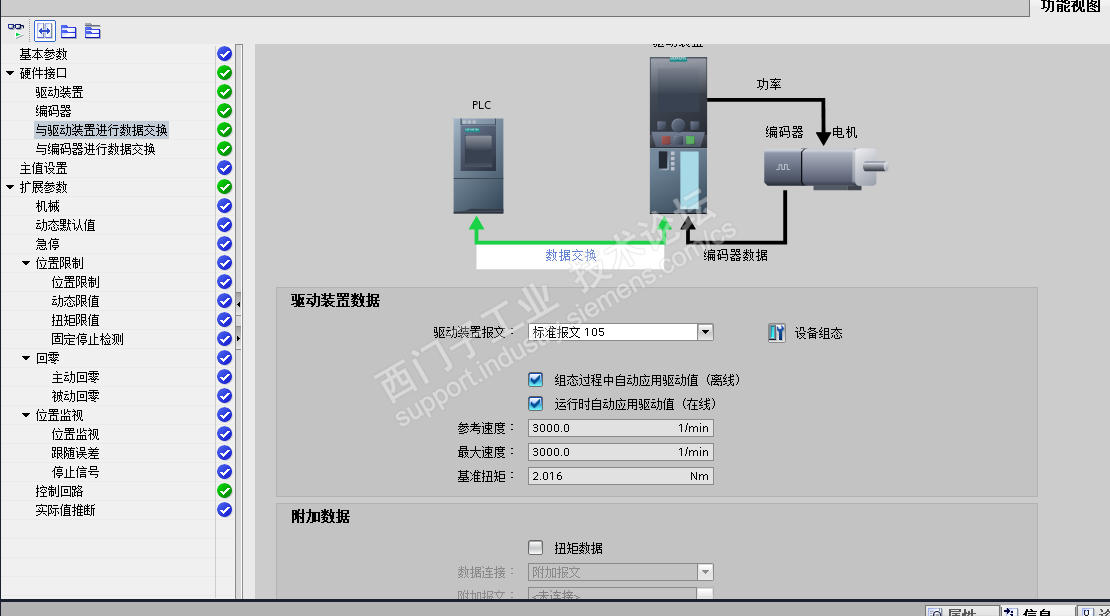
使用1500t控制器的工艺轴组态时,伺服驱动器工作在“速度模式“,也就是说把本该由伺服驱动器承担的位置环任务挪到控制器上,虽然增加了控制器的负担,但控制器可以实时协调多轴的位置同步任务,这就是MC与FB284的区别,FB284只需要GSD文件就可以做单轴的定位控制(MC则需要HSP文件),实际的位置环控制由伺服驱动器承担,plc只是把目标位置发送给伺服驱动器。
既然MC只需要驱动工作在速度模式,那么位置反馈就不必使用伺服驱动器反馈值,可以直接使用外部编码器或光栅尺做位置反馈(消除背隙误差)
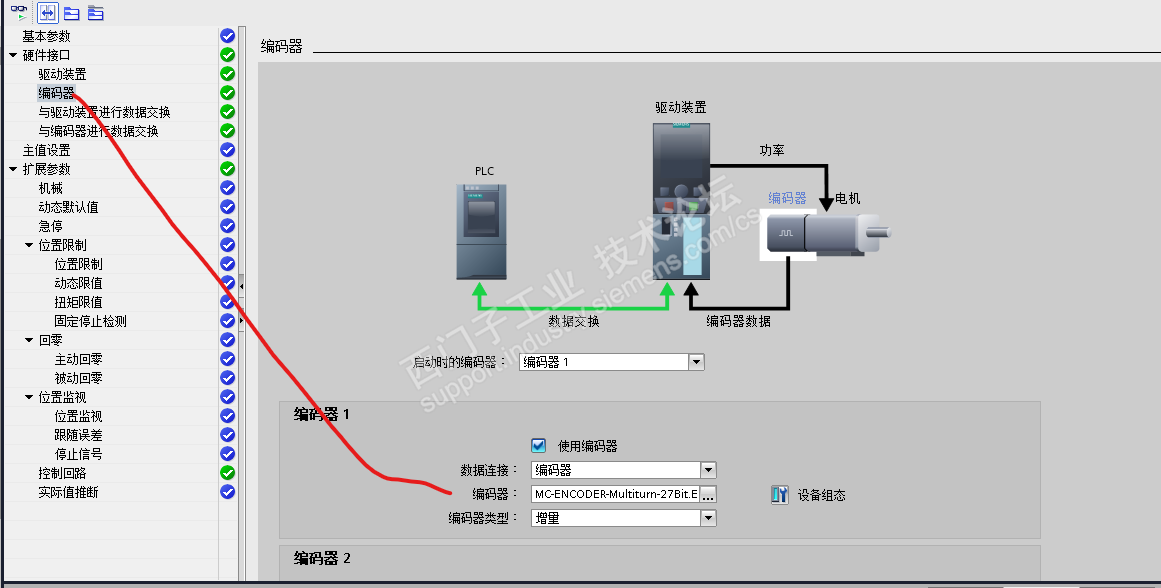

然后再去组态同步轴。
这会电机侧的编码器应该是在驱动器内部做速度环控制吧,组态里面的DSC功能是不是也应该关掉,选择PLC一侧做位置控制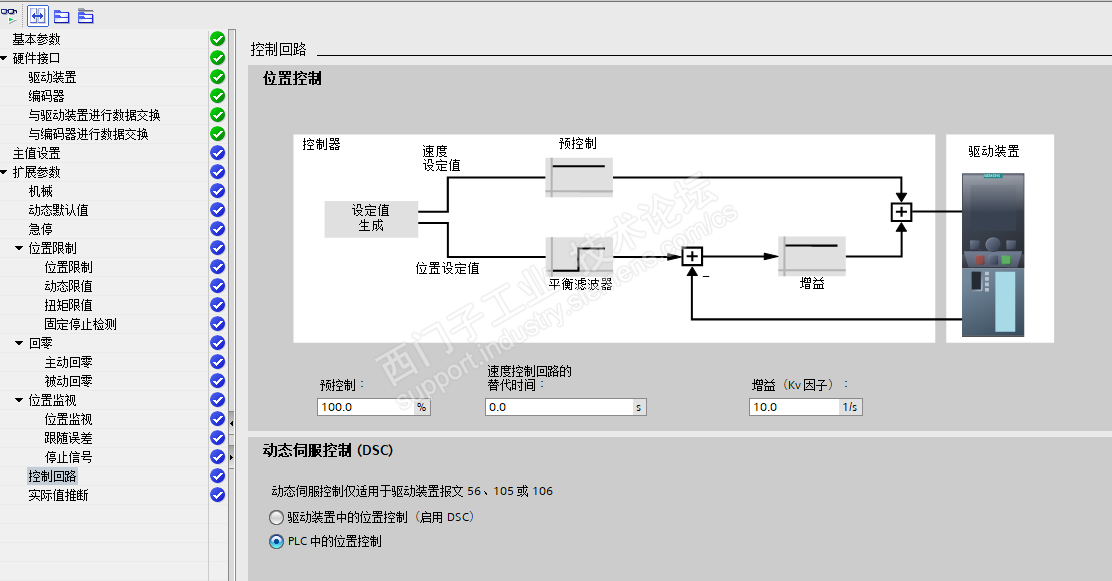
请填写推广理由:

分享
只看
楼主










