辅助功能看似简单,但搞清楚并用好也不容易。请看下面的内容:
首先,编写一个圆程序,但不是用G2或G3指令,而是1度一个点,计算出来的小线段程序。然后程序开始处增加G64指令,前面学习过,G64是连续路径指令中的一个。
擦肩而过的G641
擦肩而过之G642
G643和G644
擦肩而过之G645
运行程序得到的结果如下:
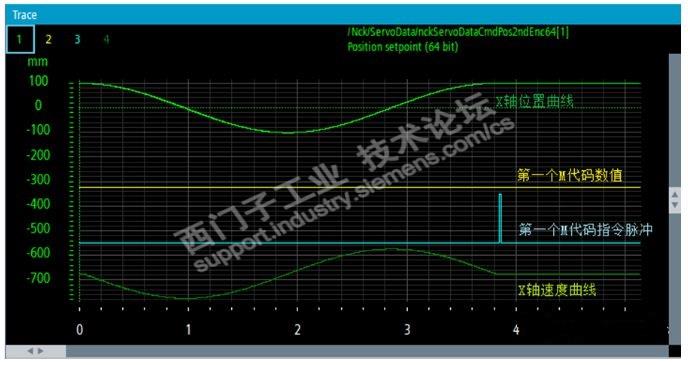
从上面的曲线可以看出:X轴运动平稳,速度连续,没有停顿下面我们在程序中添加一个M87(这个M87既没有设置过数据,也没有PLC的处理),运行后得到:
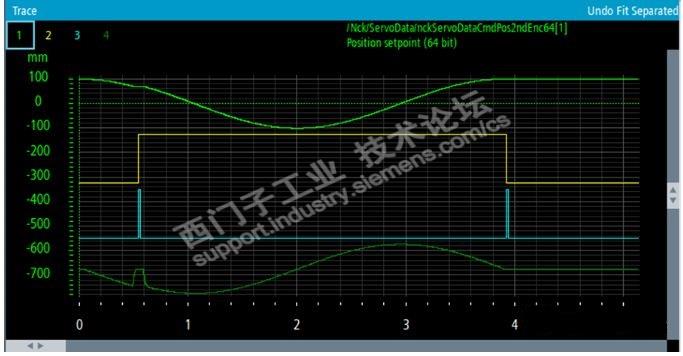
从上面曲线图中可以看到,X轴运动被M87打扰了:位置曲线看得不十分清晰,但可以看出位置曲线不再平顺。从X轴速度曲线上就非常明显了:在M87时,X轴速度降低了,因为系统此时处理M87并等待应答,一个PLC周期后,系统才继续处理后续程序段。那有什么办法M87不“干扰”X轴的运动呢可以使用QU指令--快速功能输出,不需要等待应答辅助功能。按上例,得到:
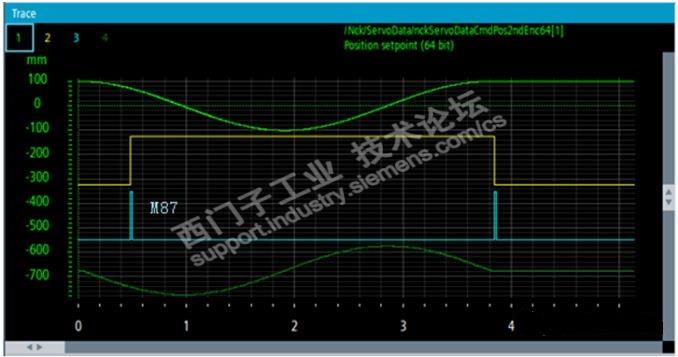
要达到上述,需要:
设置参数 MD22100 $MC_AUXFU_QUICK_BLOCKCHANGE=1
在程序中编写M=QU(87)指令替代M87
上面的语句不能单独一行0
未完待续










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 标准机型应用中心
标准机型应用中心
 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 官方商城
官方商城 西门子中国
西门子中国


 黄金
黄金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












