










 官方商城-正品备件
官方商城-正品备件
 DIOMIS
DIOMIS 西门子中国
西门子中国

 钻石
钻石

 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐
恭喜,你发布的帖子


发布于 2023-02-03 14:38:23
4楼
第1步编码器复位只是在“编码器状态为未校准”时才需要操作,如果已经复位操作过,后面在设参考点就不需要复位,只需要做2、3步就可以了。
我手边正好有一只对开型线性模组(正反牙丝杠螺母传动),减速机1:5,丝杠螺距2mm,需要做脉冲/mm的标定:
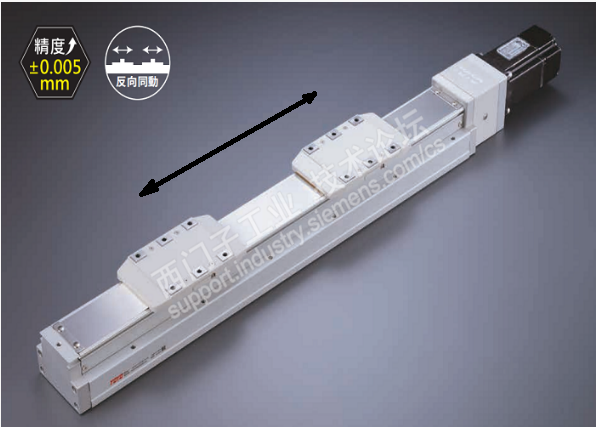
伺服电机用的也是V90多圈绝对值编码器

不得不说,西门子的驱动器调试软件界面做得真是直观,第一项就是机械参数配置,各种传动方式(带传动、齿轮传动等)以配方样式显示出来, 相应的刚性、惯性(三个环PID参数)都做好了预设。
由于模组使用的是正反牙双滑台,丝杠螺距是2mm,双边就是4mm,即4000um,单圈的工程量和电机总脉冲数就对应上了线性关系,也就是确定了“Gain”,线性比例常数。
接下来才是对参考点的设置,可以把参考点理解为“Offset”。由于对开型线性模组最小间距不可能为0,只能把滑台移动到尽量靠近最小间距的位置上,实测为158.0mm

将实测值输入到参考点,保存到ROM。
检验一下v90驱动器111报文发送给PLC的当前位置值与实测值是否一致:

参考点设置正确,然后随便将滑台移动到任意一点,以检查“Gain”参数是否正确

实际测量两个滑台间距也是和显示值一致,说明机械参数设置正确。

点动到任意位置,实测值也都与显示值一致,说明机械确实是线性的。
请填写推广理由:

分享
只看
楼主










