现场情况:现场为钢坯去毛刺机有正传和反转两个动作,以前使用的6SE70 VC 75KW 变频器,现在更换为PM240-2 90KW的和CU310-2 PN,目前使用现场的制动电阻,没有输出电抗器。
疑惑点:从6SE70变频器中查看到的电机参数是75KW,146A,而现场实际电机铭牌是55KW 103A。目前S120中填写的还是75KW 146A的数据。
调试过程中问题1:STEP7程序中的停车命令是W#16#400,因为S120的自由停车命令不也是400吗,所以就认为是自由停车,还是使用的这一命令。但是应用到实际电机正转后自由停车因为没有抱闸,一直到反转开始都无法停止。就造成反转最终速度不够。最终还是使用的047E,达到的实际效果就是正转结束4S停止,等待钢坯过来再进行反转,与现场原本效果一致。
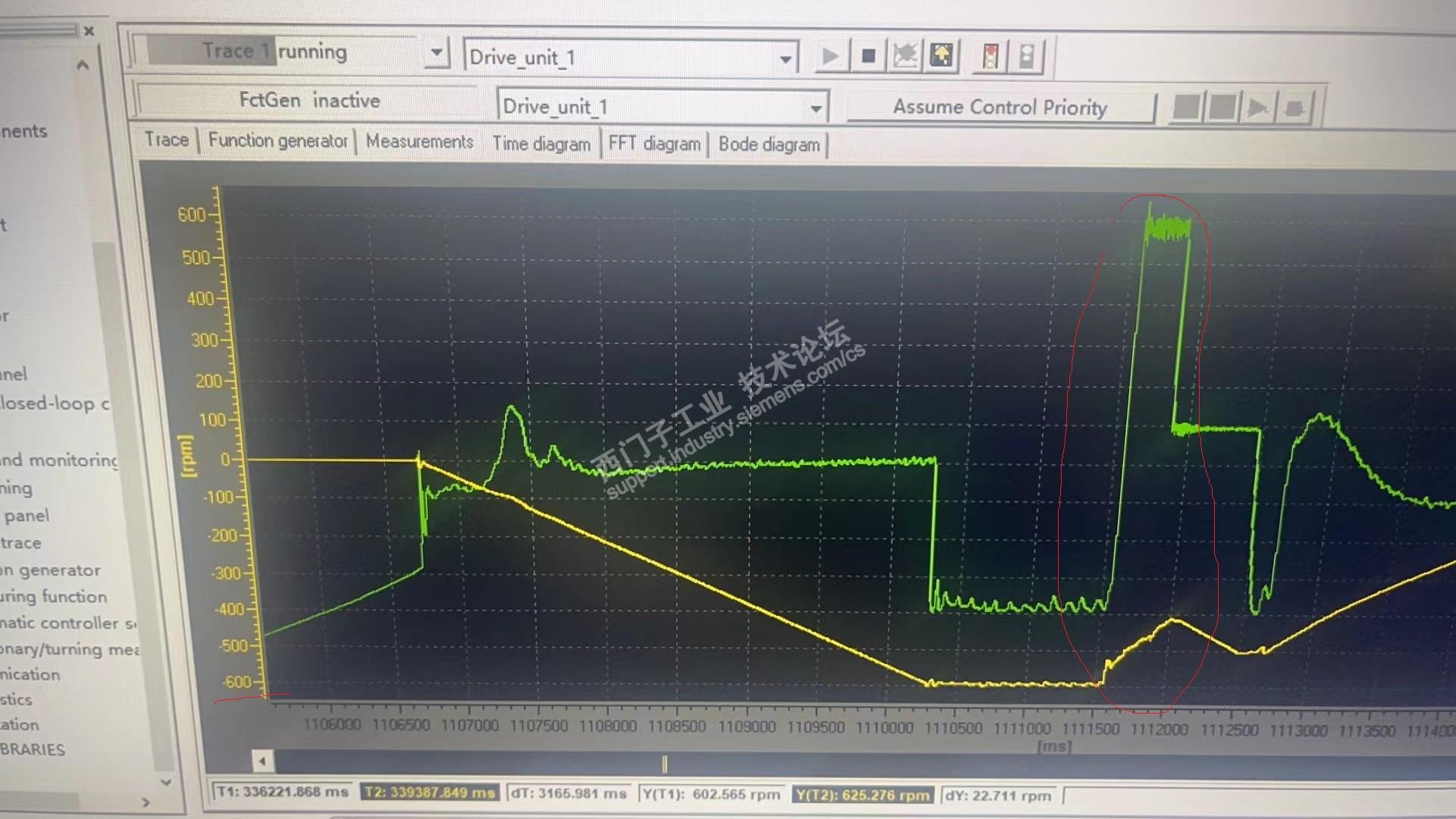
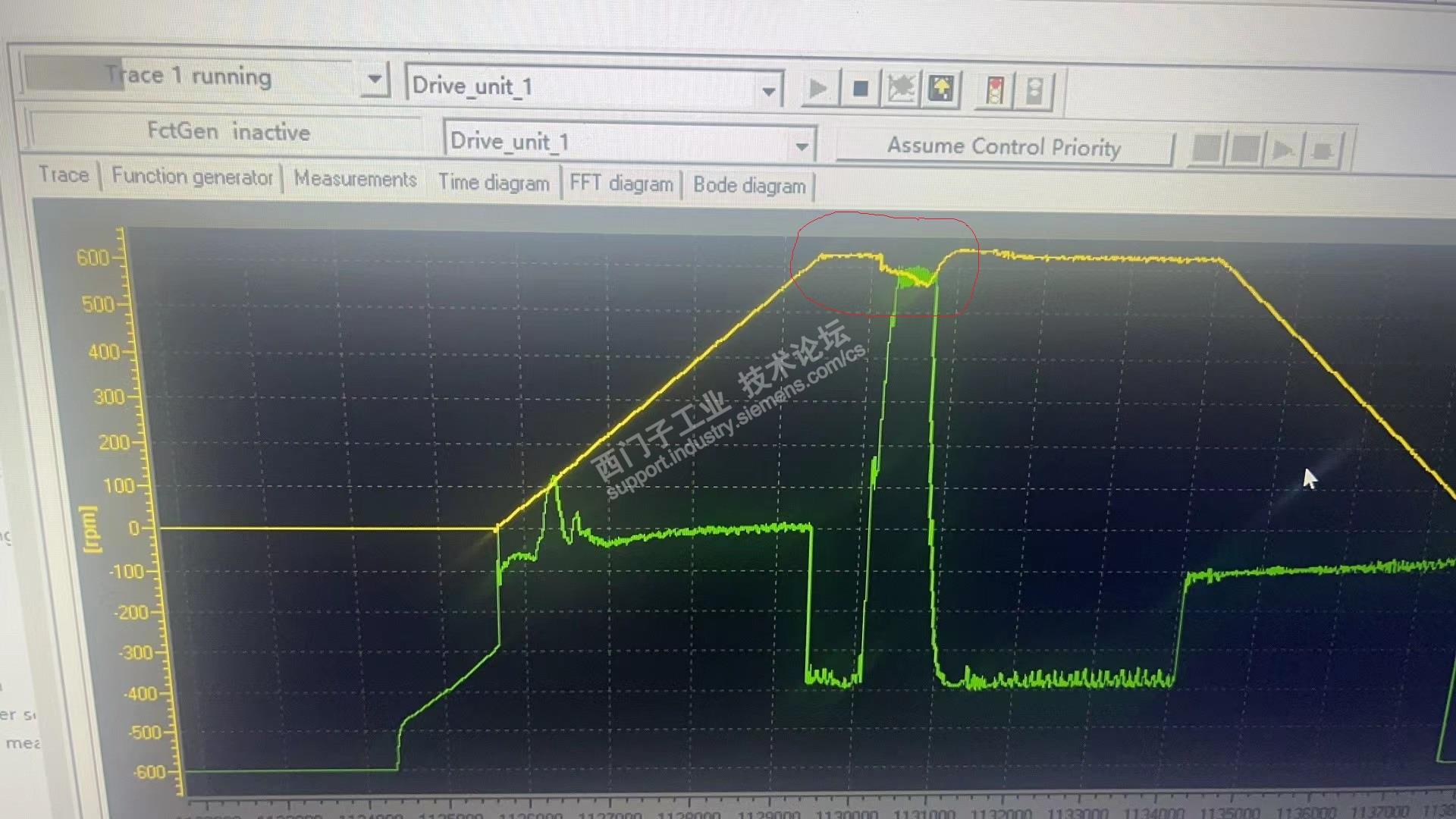
问题2:在正转结束后速度开始减速,这段时间的前0.3秒电流会达到160A左右。反转是速度刚达到最大值600后的0.6秒电流会突变到160A左右,其余时间都不会超过额定电流。
补充下现场流程:钢坯过来经过光电,电机开始正转大概就是4秒钢坯头部到达去毛刺机位置清理毛刺,持续不超过一秒钟。钢坯继续向前移动,电机经过4秒钟减速停止,再过几秒电机开始反转也是3 4秒后钢坯尾部到达毛刺机清理毛刺。清理过程也不超过一秒。
目前停车问题使用047E可以解决。
但电流会出现两次大约0.5秒的过流,将P2177电机堵转延迟时间数值调大到,原先是1秒,现场偶尔会报F7900故障,调大后是不报故障了。就是不知道好不好,有没有什么方法可以解决过电流现象。
附上两张曲线图,因为现场正转和反转反了,所以图上速度负是正转。正是反转










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 标准机型应用中心
标准机型应用中心
 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 官方商城
官方商城 西门子中国
西门子中国


 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐











