一般在NC侧,我们可以用$TC_MPP6[9998,1]这个系统变量来读取;在PLC侧怎么办呢?下面为大家编写了一个读取的示例(车床、铣床都适用,仅供参考),如下所示:
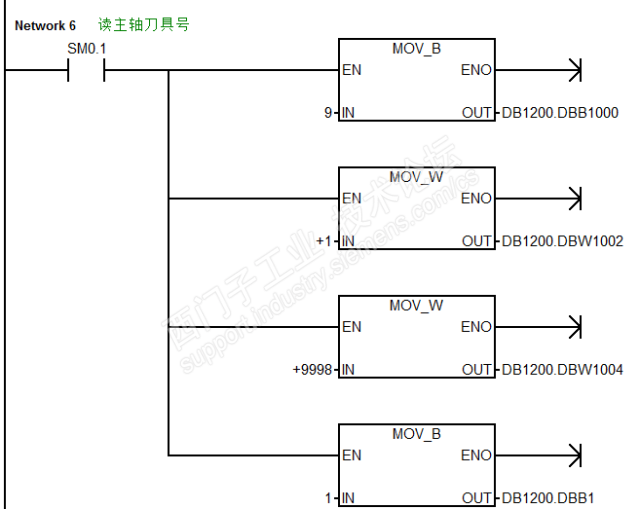
(1)首先是变量的初始化设置,我们使用系统PLC读取NC变量的功能,一次读取一个变量(详细过程可参考828D简明调试手册),变量类型是当前主轴刀具号,读取的位置是(9998,1);
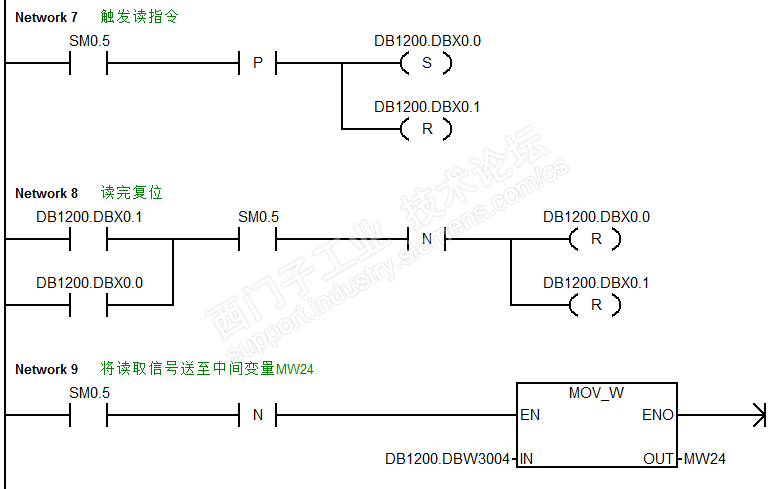
(2)Sm0.5触发读的操作,即每隔0.5s读一次,读完之后立即复位(因为828D没有读取完成信号),然后将读到的信息写入到系统中间变量MW24中,这样基本实现了实时读取当前刀具号的目的。
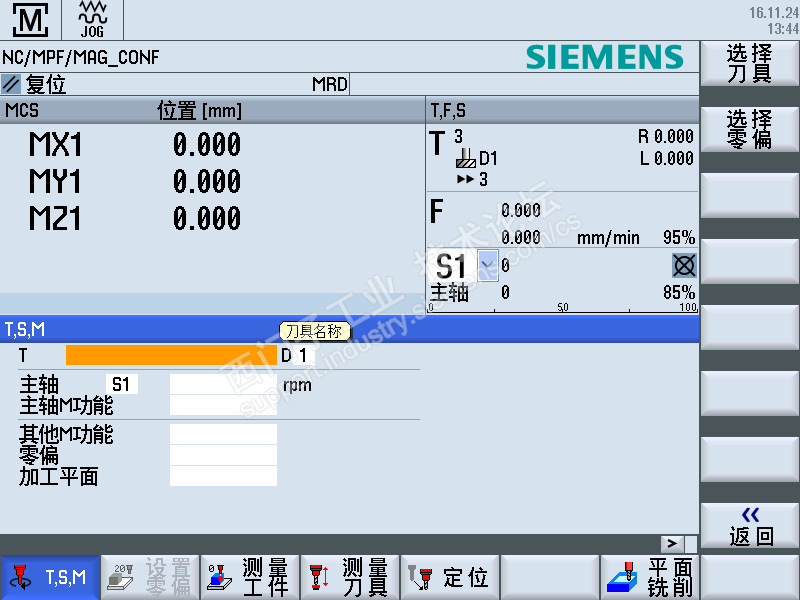
(3)实际读取的结果如下,当前主轴上的刀具号是3;
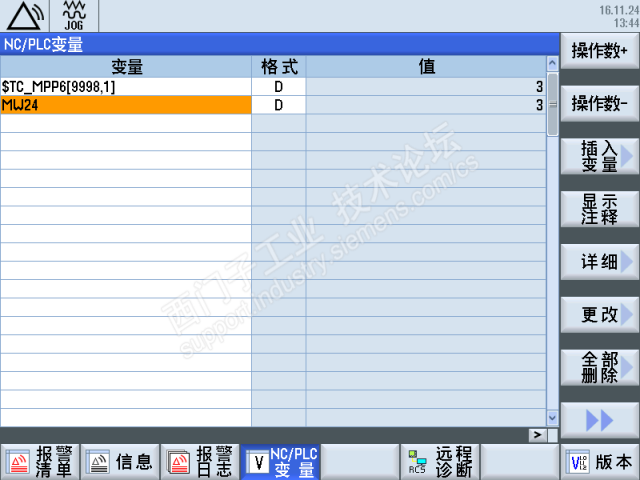
(4)读取的结果如下:
大家好,我想问一下当我系统有两个通道的时候,第二个通道主轴刀具号变量也是$TC_MPP6[9998,1],请问用上述办法在PLC里分别读取两个通道里主轴上各自得刀具号怎么区分啊



















 西门子商城
西门子商城 西门子中国
西门子中国


 黄金
黄金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












