


















 西门子商城
西门子商城 西门子中国
西门子中国

 钻石
钻石

 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐
恭喜,你发布的帖子


发布于 2023-05-07 23:37:51
63楼
Z版,您好
您之前做的这个直进式大拉机,里面用到的摆辊,也是位置和张力两个模拟值吗?
这个摆辊的在这个辊压机器里面还是比较重要的,由于采用的是PID的调节方式,响应速度还是很快的,各摆辊的位置值与张力值是互相影响的,只要有偏差,最终都会反映到对应的伺服轴速度上面的(叠加的速度,或实时加快/或实时减慢),如果当前对应机构不能有效调节,进而会影响到两侧机构进行纠正或整机一起纠正。
这个系统用的是罗克韦尔的PLC和变频+国产的伺服
引用60楼详细内容:
楼主,您好
我之前做过锂电行业的辊压机器,7轴的
机械结构简介:
①放卷/收卷/前拉伸/后拉伸,这四个结构都是一根伺服轴+摆辊;
②两个主压辊是采用的变频+编码器(由于当时的伺服功率没这么大还是追求性价比更高已记不清);
③还有一根纯伺服冷却轴。
注:①②走的是速度控制,③走的是转矩控制。
控制方法:
整机建立一根虚拟主轴,所有的实轴都跟着主虚轴同步跑。 由于各个辊子的卷径是不相同的,并且收卷和放卷的卷径还是实时变化的,这个时候就会涉及到,怎么能保持整机所有的轴都是一个线速度。
因为整机的每根轴都挂在主虚轴上,因此各轴实际上是有一个线速度了,但由于各轴的直径大小不同,所以各轴动起来时的表现也不一样,如果此时上料,结果毫无疑问,就是料直接断掉。
那怎么解决在各辊子直径不同时,还能保证各辊子的线速度相同呢? 这边采用的是速度叠加,这个叠加的效果可能是使某根轴的线速度变快,也可能是变慢,还可能是一直在变,叠加速度的目的就是为了保证整机所有轴保持在一个线速度上。
对于放卷和收卷来说,叠加的速度有两个,一个是实时变化的卷径带来的,再一个是对应摆辊位置变化时带来的; 对于前拉伸和后拉伸来说,叠加的速度也是两个,一个是固定的卷径带来的,再一个是对应摆辊位置变化时带来的; 对于两个主压辊和冷却辊来说,叠加的速度就一个,是固定的卷径带来的。
收卷和放卷的实时卷径,是通过超声波检测后的实时数据再计算得到的,其它固定的卷径是通过辊子的直径d*圆周率Π计算得到。 摆辊受两个因素影响,一个是张力传感器,一个是位置传感器,对于张力和位置来说,调节的方式是通过PID(E)调节的,当实际张力或实际位置偏离设定值过大时,就会要求当前对应的辊子加快转到或减小转动,从而使得保持在设定位置和设定张力范围内。
大概机构模样见下图,当然还有很多固定的过辊没画

引用0楼详细内容:
小弟,新人,最近在做一个数码打印机的项目,设计到收放卷的张力控制,
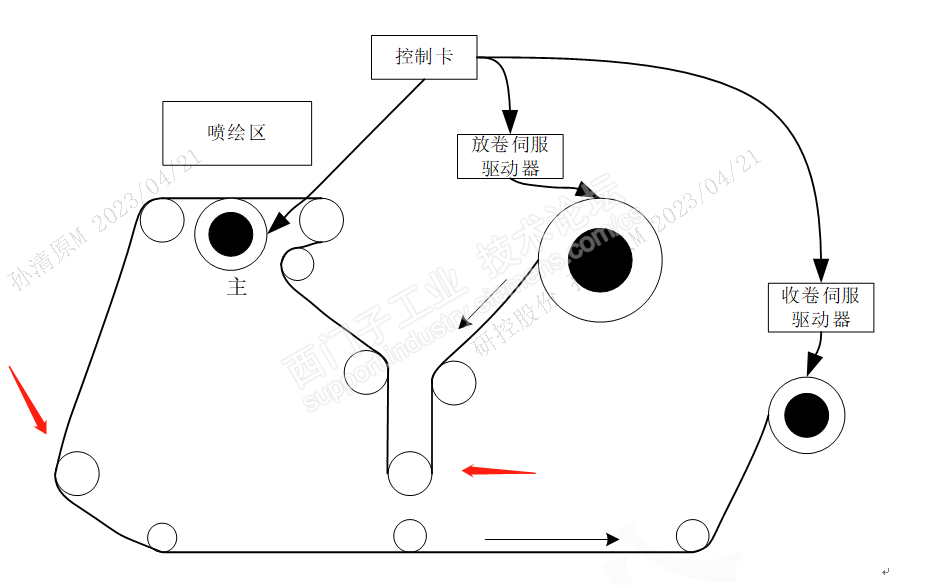
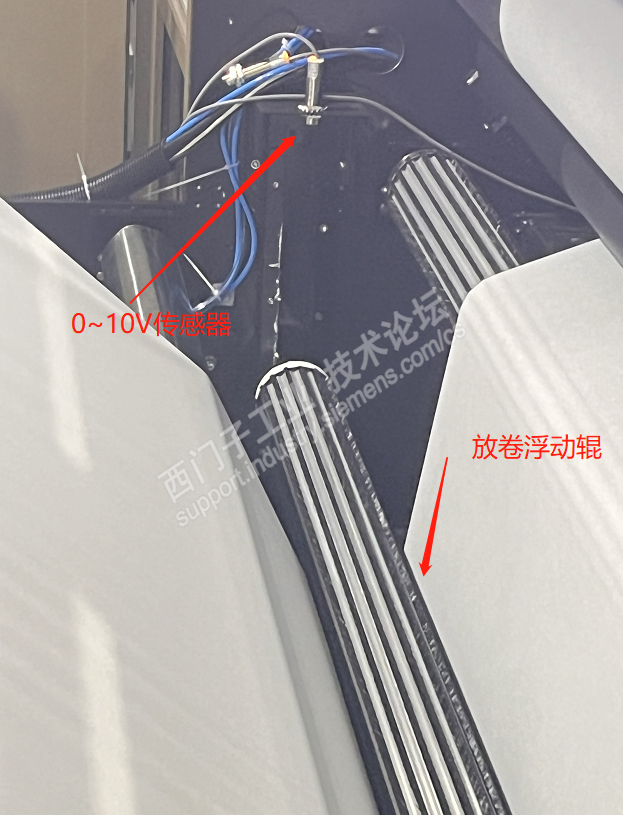
项目框图如下:简述一下该项目,控制卡发送脉冲信号分别给,牵引轴、收轴、放轴,脉冲信号的频率表示打印速度的快慢,机器打印形式是,打一PASS,停顿一次,就这样来回打印。两个浮动辊上方有两个检测位置的传感器,输出信号是模拟量0-10V,
项目结构配置:目前的结构配置是,
收卷电机用的17位磁编1000w电机,额定电流5.3A,额定转矩3.18N,额定转速3000,最大转速5000;
放卷电机用的10000线15000电机,额定电流7.2A,额定转矩4.8N,额定转速3000,最大转速4000;
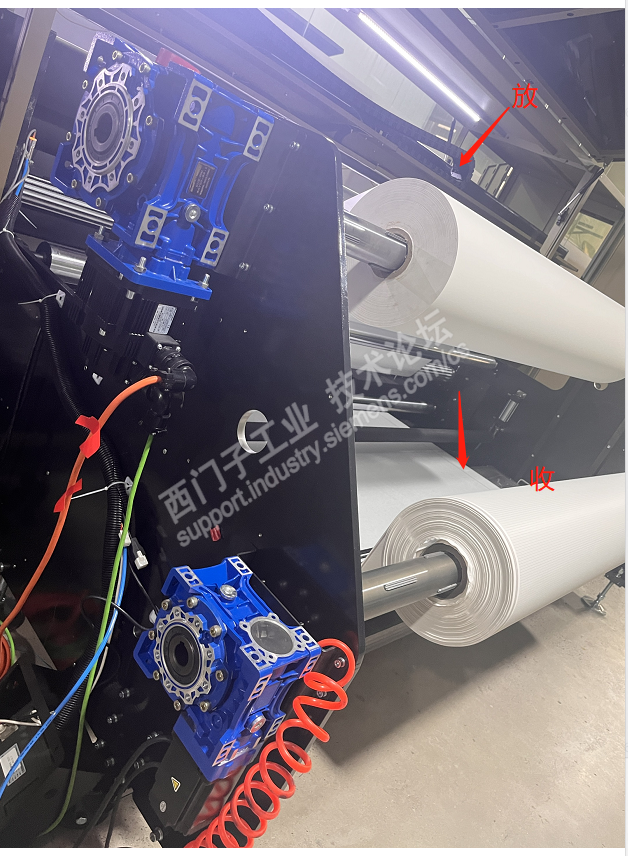
收卷减速箱30:1,放卷减速箱60:1;放卷最大卷材1吨(直径80cm),收卷最大卷材200kg(直径40+cm)左右,
驱动器都是1kw的。牵引轴Y轴最大转速4000rpm
客户要求:在收放卷轴无论是在大卷或者小卷时都能够正常运行,保证放卷轴能够在两PASS之间都能够低速运行(主要为了避免大卷的时候来回启停,影响打印精度和损坏减速箱),收卷轴的摆杆尽量摆幅小,如果精度受影响则可以适当加大摆杆的摆幅。
我的做法:我在的是做伺服的,所以直接更改的伺服内部的程序做的
收卷的做法:通过卷径计算出来主速度V1,然后通过模拟量设定目标位置电压进行PID得到补偿速度V2,得到输出速度V(=V1+V2),进行一阶低通滤波,然后给速度环的速度给定。调试过程中得到V1时,机器打印一次收卷摆杆会稍微上移一点,然后加上V2,连续打印,摆杆停止位置在目标位置小范围波动。
放卷做法:先计算出来V1的速度,然后通过模拟量进行PID补偿得到V2的值,接着一阶低通滤波,滤波时间给的偏大,使得摆杆能够上移,然后下来,由于感觉摆杆下移还是太快,故在放卷目标位置得上方设置一个区间,在此区间内以一很小速度运行,直到目标位置停止。
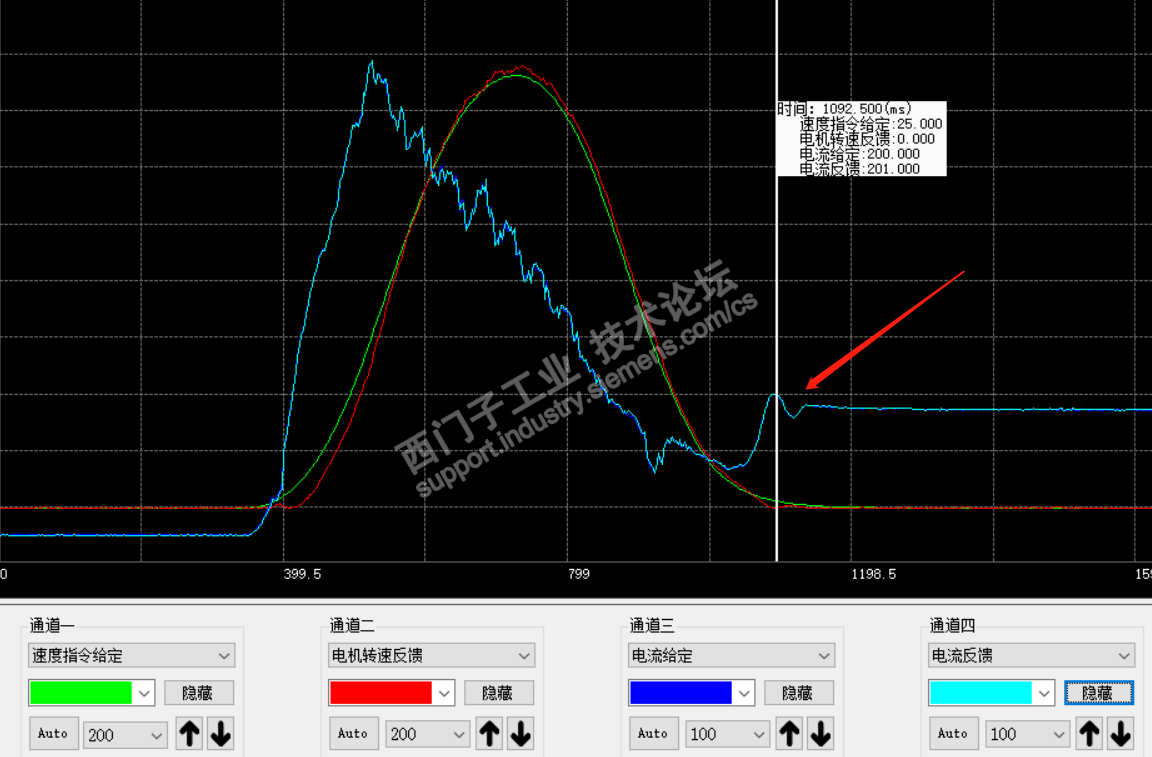
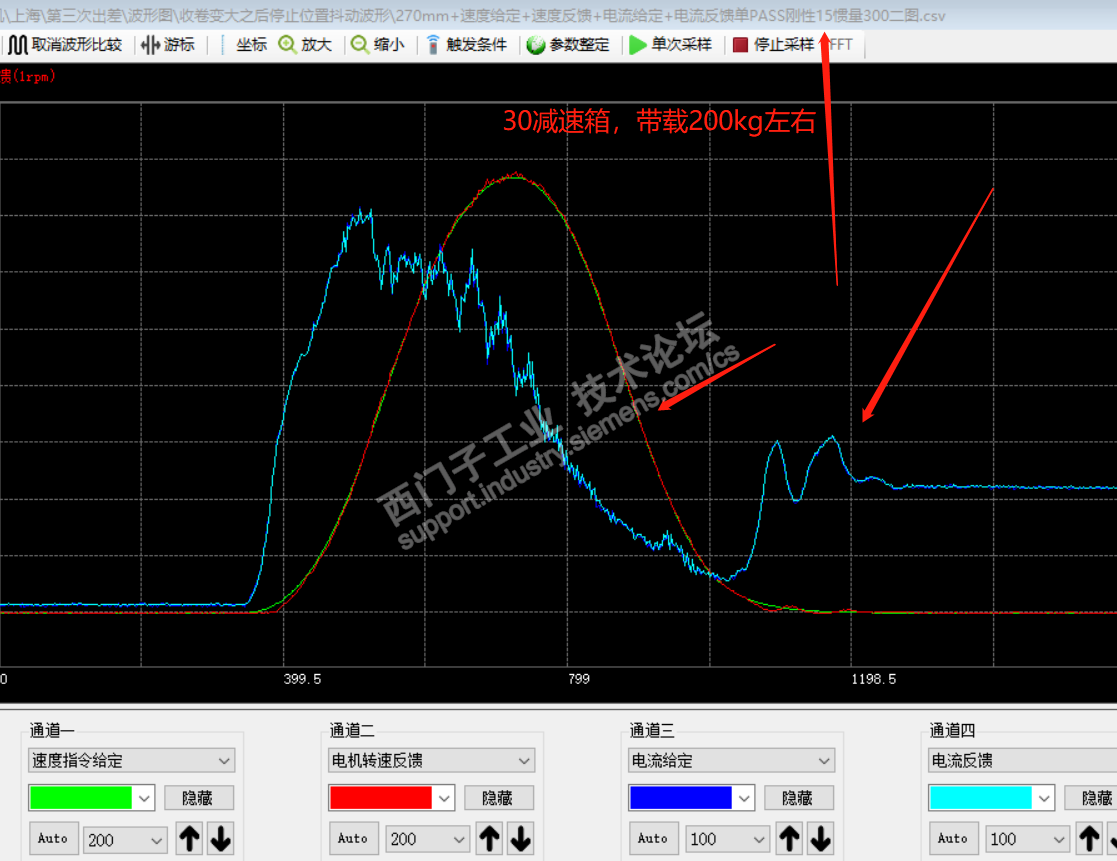
目前碰到的问题:现在收放卷都能正常打印,问题点时:1:放卷的摆杆在向下运动时速度不够平滑(也就是放卷摆杆在上去之后下来的时候会停在设定的目标位置,有个顿挫感),2:收卷在从小卷到30cm卷径的过程中,停的时候会有抖动产生,小卷径没有,大卷径的时候出现了(我看了我的速度给定,很平滑,但是在电机停止的时候会顿一下,造成收卷的摆杆抖动影响打印精度)。现在2问题最严重,因为客户不能接受,采集的速度和电流波形图如下,希望做过的朋友给点想法,(目前我得做法是使劲滤收卷得输出速度,使得减速阶段得速度给定变缓,从而停止时没那么抖,但是问题并没有消除!)

我做的直进式大拉机,十几道轴之间只有高精度线速度同步,没有其他任何的额外调节,只在最后的收线前有一个摆杆,收线机的摆杆一般就是位置控制,收线轴是前馈加PID调节方式,摆杆位置一定张力一定,位置变化实际线张力就变化了。这是线材类多轴的速度同步及张力控制方式,20年前,大化纤牵伸部的三辊热成型的控制方案也是直接走12M DP总线的多轴高精度速度同步,只需监控每一根轴的负荷就行,也不要额外的调节。
不要说你的浮动辊是恒张力了,只要在往复运动,就不是恒张力,力是改变物体运动状态的原因。
多轴间,采用,浮辊,活套,摆杆的张力控制,一般速度都是上不去的,带材生产的高速收放卷一般会采用Load Cell。
楼主A原所描述的设备其实是一种应用控制要求很高的设备,是一个带定位(定尺)功能的间歇式收放卷系统,还要控制好打印面的张力,否在打印效果就会不同,另外还要要保证一定的效率(与打印幅面大小有关),如果是用于批量生产的话,就现在的机械、电气,控制方案,我觉得楼主调得很辛苦那是正常的,而且可能是没完没了的了。
 精华帖版主置评:很好很精彩的分享。kdrjl
精华帖版主置评:很好很精彩的分享。kdrjl
请填写推广理由:

分享
只看
楼主










