









 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 标准机型应用中心
标准机型应用中心
 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 官方商城
官方商城 西门子中国
西门子中国

 普通
普通

 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐
恭喜,你发布的帖子


发布于 2023-05-16 15:46:30
69楼
知道材料跑偏的原因吗?采用收卷轴水平轴向纠偏的理由是什么?说明你设备上都是直辊,速度快的话貌似来不及的,这大概率是个静态水平位置调整
我是反对收放卷多段速升降速的,直起直停。
引用66楼详细内容:
Z版,经验丰富,眼光毒辣,小子佩服
整机除了那几个机构的辊子外,还有许多从动过辊,有的就组合形成您提到的S辊
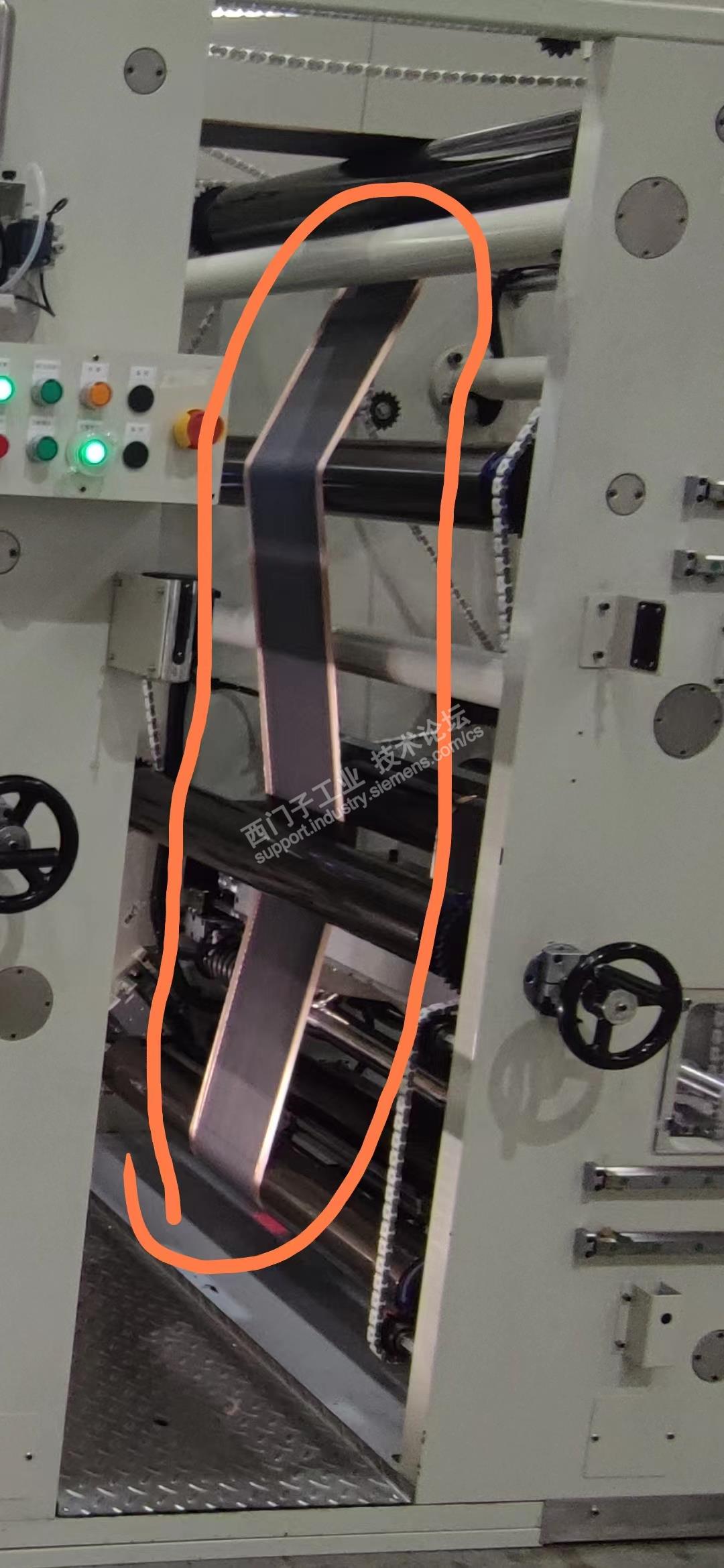
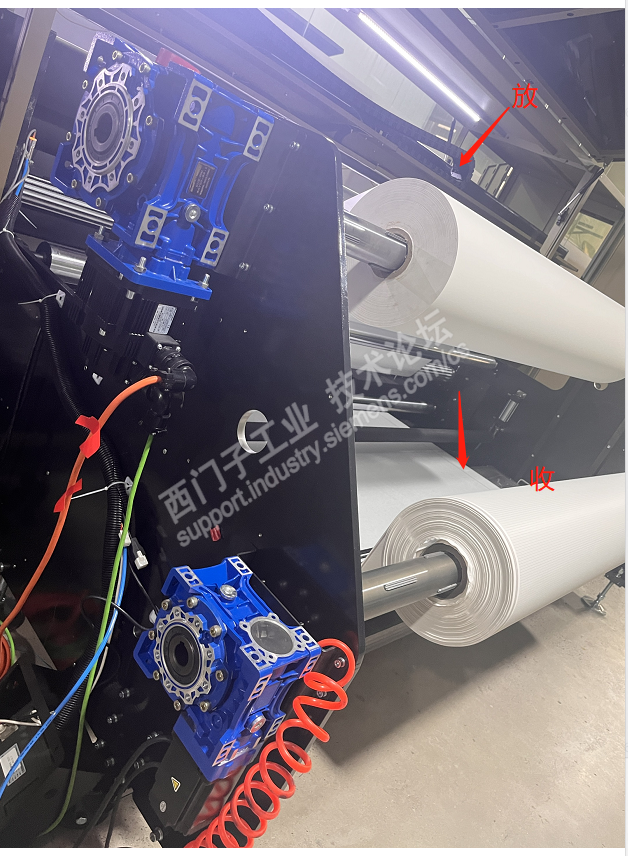
这两台机器准确的说是,把铜箔纸/铝箔纸上面带的高密度材料压实(也可防脱落)(下方有附图),这样在后面的卷绕机卷绕成电芯时,才能满足卷绕材料的条件
您提到的这三个方面,高速启停,张力控制,收卷端面齐整程度。 高速启停还好,如果停机的话(非紧急停机),是由高速降到低速再进行停机;张力控制是很严格的,张力控制的不好,机器是不允许开起来的,材料稍微有点褶皱,就会开裂,一开裂就会断带;收卷端面基本是齐平的,收放卷两端都有固定宽度的测量仪,如果位置跑偏,收放卷机构是可以水平纠偏移动的,再一点,收卷的紧实度也要保证,不能像菜心似的,松松垮垮的。
引用60楼详细内容:
楼主,您好
我之前做过锂电行业的辊压机器,7轴的
机械结构简介:
①放卷/收卷/前拉伸/后拉伸,这四个结构都是一根伺服轴+摆辊;
②两个主压辊是采用的变频+编码器(由于当时的伺服功率没这么大还是追求性价比更高已记不清);
③还有一根纯伺服冷却轴。
注:①②走的是速度控制,③走的是转矩控制。
控制方法:
整机建立一根虚拟主轴,所有的实轴都跟着主虚轴同步跑。 由于各个辊子的卷径是不相同的,并且收卷和放卷的卷径还是实时变化的,这个时候就会涉及到,怎么能保持整机所有的轴都是一个线速度。
因为整机的每根轴都挂在主虚轴上,因此各轴实际上是有一个线速度了,但由于各轴的直径大小不同,所以各轴动起来时的表现也不一样,如果此时上料,结果毫无疑问,就是料直接断掉。
那怎么解决在各辊子直径不同时,还能保证各辊子的线速度相同呢? 这边采用的是速度叠加,这个叠加的效果可能是使某根轴的线速度变快,也可能是变慢,还可能是一直在变,叠加速度的目的就是为了保证整机所有轴保持在一个线速度上。
对于放卷和收卷来说,叠加的速度有两个,一个是实时变化的卷径带来的,再一个是对应摆辊位置变化时带来的; 对于前拉伸和后拉伸来说,叠加的速度也是两个,一个是固定的卷径带来的,再一个是对应摆辊位置变化时带来的; 对于两个主压辊和冷却辊来说,叠加的速度就一个,是固定的卷径带来的。
收卷和放卷的实时卷径,是通过超声波检测后的实时数据再计算得到的,其它固定的卷径是通过辊子的直径d*圆周率Π计算得到。 摆辊受两个因素影响,一个是张力传感器,一个是位置传感器,对于张力和位置来说,调节的方式是通过PID(E)调节的,当实际张力或实际位置偏离设定值过大时,就会要求当前对应的辊子加快转到或减小转动,从而使得保持在设定位置和设定张力范围内。
大概机构模样见下图,当然还有很多固定的过辊没画

引用0楼详细内容:
小弟,新人,最近在做一个数码打印机的项目,设计到收放卷的张力控制,
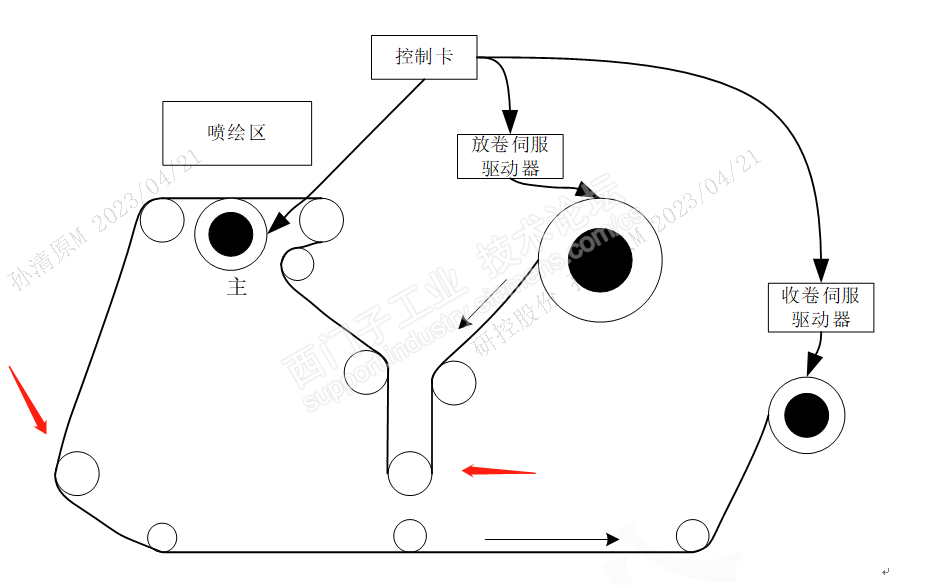
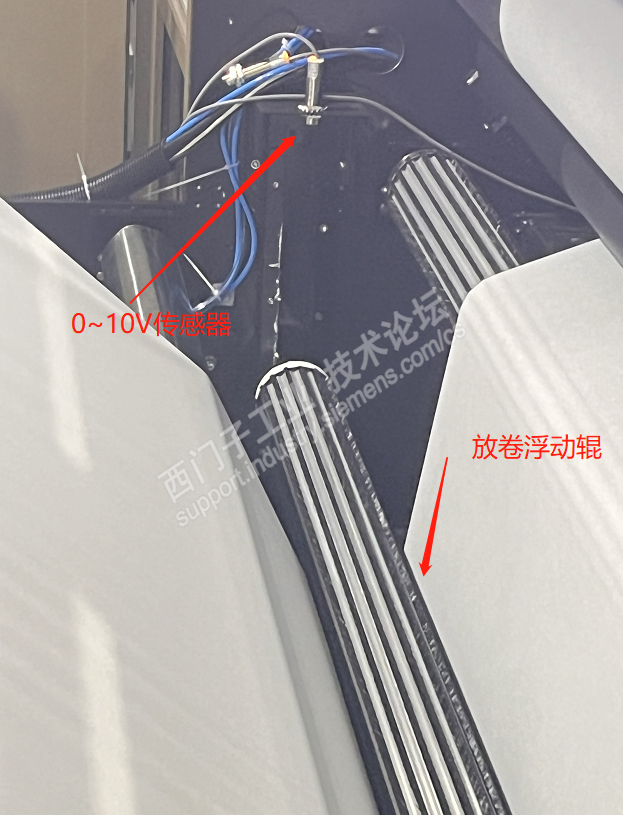
项目框图如下:简述一下该项目,控制卡发送脉冲信号分别给,牵引轴、收轴、放轴,脉冲信号的频率表示打印速度的快慢,机器打印形式是,打一PASS,停顿一次,就这样来回打印。两个浮动辊上方有两个检测位置的传感器,输出信号是模拟量0-10V,
项目结构配置:目前的结构配置是,
收卷电机用的17位磁编1000w电机,额定电流5.3A,额定转矩3.18N,额定转速3000,最大转速5000;
放卷电机用的10000线15000电机,额定电流7.2A,额定转矩4.8N,额定转速3000,最大转速4000;
收卷减速箱30:1,放卷减速箱60:1;放卷最大卷材1吨(直径80cm),收卷最大卷材200kg(直径40+cm)左右,
驱动器都是1kw的。牵引轴Y轴最大转速4000rpm
客户要求:在收放卷轴无论是在大卷或者小卷时都能够正常运行,保证放卷轴能够在两PASS之间都能够低速运行(主要为了避免大卷的时候来回启停,影响打印精度和损坏减速箱),收卷轴的摆杆尽量摆幅小,如果精度受影响则可以适当加大摆杆的摆幅。
我的做法:我在的是做伺服的,所以直接更改的伺服内部的程序做的
收卷的做法:通过卷径计算出来主速度V1,然后通过模拟量设定目标位置电压进行PID得到补偿速度V2,得到输出速度V(=V1+V2),进行一阶低通滤波,然后给速度环的速度给定。调试过程中得到V1时,机器打印一次收卷摆杆会稍微上移一点,然后加上V2,连续打印,摆杆停止位置在目标位置小范围波动。
放卷做法:先计算出来V1的速度,然后通过模拟量进行PID补偿得到V2的值,接着一阶低通滤波,滤波时间给的偏大,使得摆杆能够上移,然后下来,由于感觉摆杆下移还是太快,故在放卷目标位置得上方设置一个区间,在此区间内以一很小速度运行,直到目标位置停止。
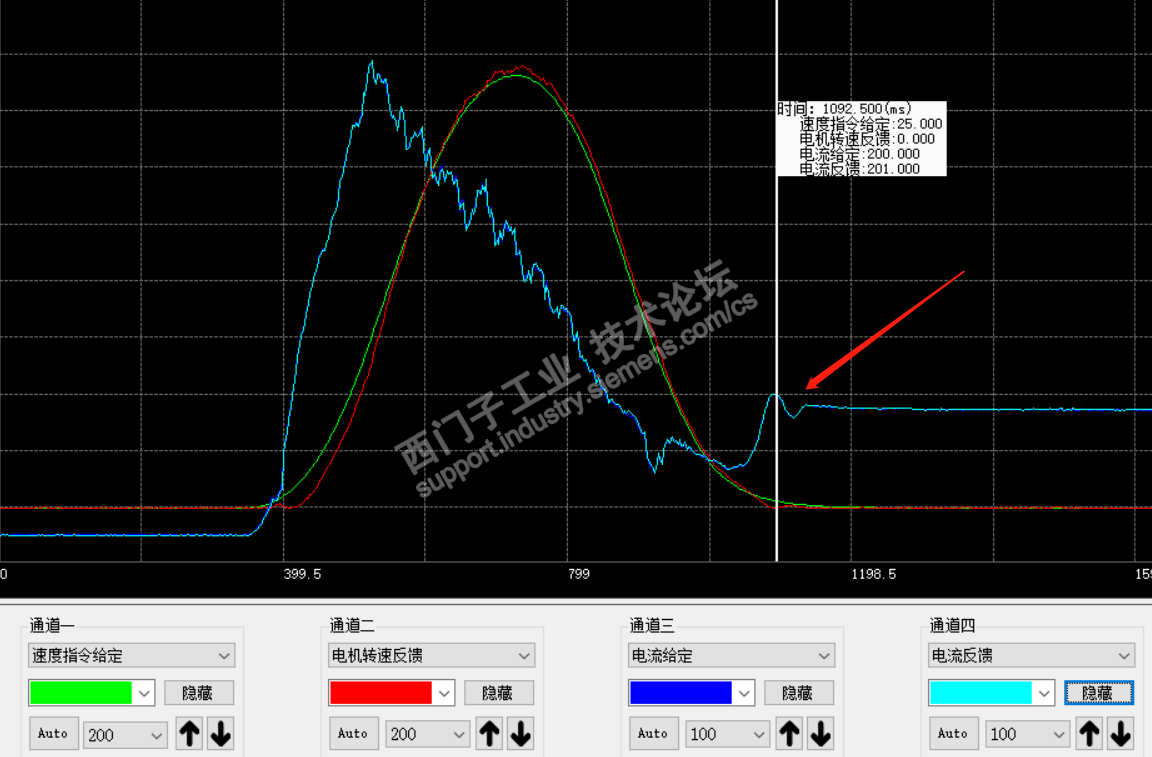
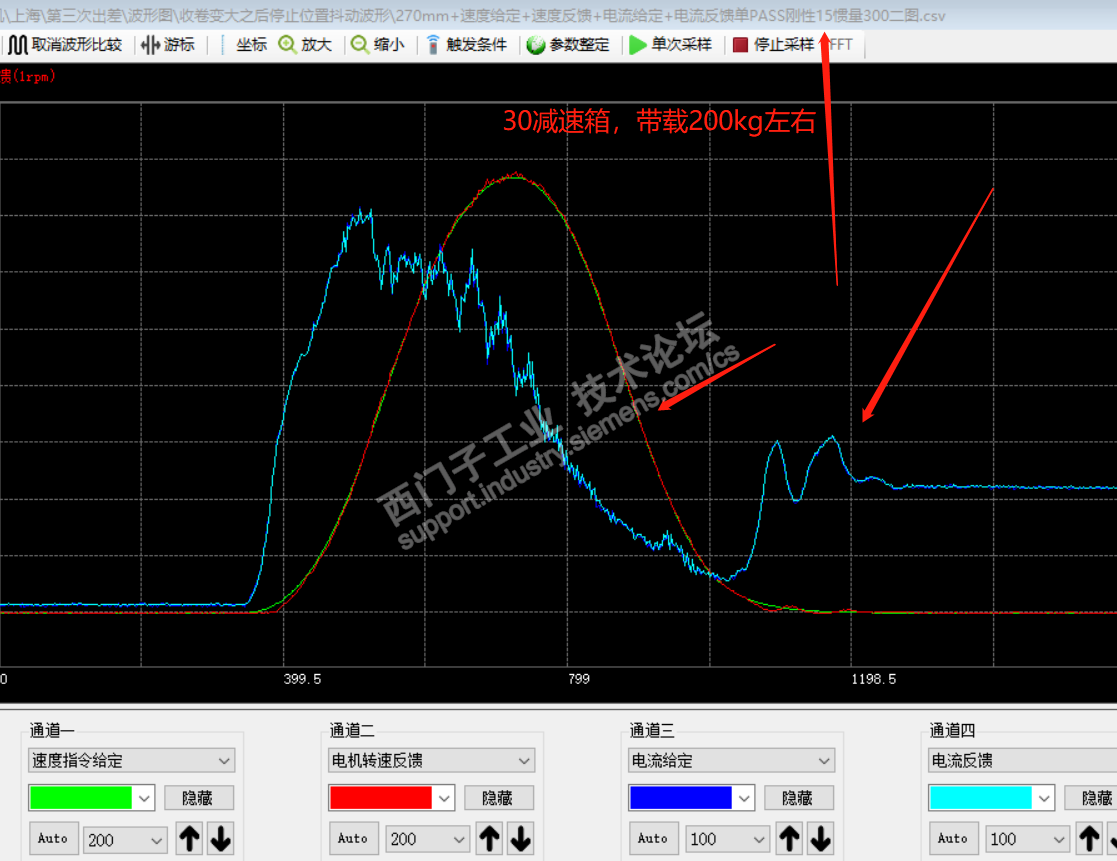
目前碰到的问题:现在收放卷都能正常打印,问题点时:1:放卷的摆杆在向下运动时速度不够平滑(也就是放卷摆杆在上去之后下来的时候会停在设定的目标位置,有个顿挫感),2:收卷在从小卷到30cm卷径的过程中,停的时候会有抖动产生,小卷径没有,大卷径的时候出现了(我看了我的速度给定,很平滑,但是在电机停止的时候会顿一下,造成收卷的摆杆抖动影响打印精度)。现在2问题最严重,因为客户不能接受,采集的速度和电流波形图如下,希望做过的朋友给点想法,(目前我得做法是使劲滤收卷得输出速度,使得减速阶段得速度给定变缓,从而停止时没那么抖,但是问题并没有消除!)

Z版,您好
您提到跑偏的原因,这个说来惭愧
当时我调机的时候,是用的的纸带材料做的测试,这个纸带材料是其他机器调试完拿过来用的,因此这个材料的端面其实是不平整的,因此在放卷和收卷的时候,测试材料在辊子上的位置是会变化的,那么当收放卷两端固定宽度的测量仪检测到位置变化时,就会偏移纠正位置。
各个过辊,没记错的话,是通体等直径的圆柱体。
整机线速度确实不快的,好像最快是60m/min吧,就这个速度及之下的速度,收放卷两端固定宽度的测量仪纠偏是来的及的,这个我看到过,印象深得,当时收放卷两端机构平移时,还惊讶了一下
至于为啥停机时,要进行高速→低速→停机,应该是防止材料断带,材料断带的话,接接也比较麻烦,接的慢,20分钟过去了
后面机器发到最终用户那边,这期间我被派到其它现场了。再后面,我也有再去调过,但是其它方面的,就前面说的那些关于整机线速度的控制,在当时看来是可以去用的,也许也有更好的办法,然后没调多久,又被派到其它现场了。
请填写推广理由:

分享
只看
楼主










