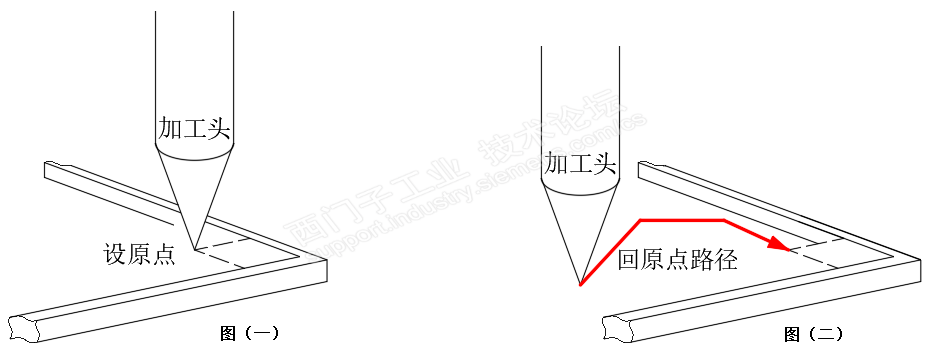
我以前在一家德企工作,生产德国品牌的机器。设置原点时,先把一个工装(如下图虚线)安装在加工区域,再把机床的加工头移动过来,如下图(一);查看此时的X、Y坐标值(也就是X电机、Y电机的编码值),然后把这两个数值输入840D,就这样确定了原点。以后,加工头走到任意位置,我们只要按一回原点,加工头就会回到起初我们设置的原点。
西门子PLC的MC_Home指令,我起初以为也是这样的,就是先设一个原点位置,以后电机走到任意位置,只要一执行MC_Home,电机就会回到我起初设置的位置。可是实际不是这样。
有些思考和感悟过程就省略不说了,只说我现在的情况:我现在的工程是用汇川伺服,23圈绝对编码器,用报文3,工艺轴,这种情况下,博图里的MC_Home指令的Mode引脚只能设为7,就是Mode=7。可是查看Mode=7的解释,它并不是让轴在任何位置回到我设置的原点呀!而是把电机(或轴)停驻的位置数值输入MC_Home的Position引脚,轴并不移动。这怎么回原点呀?



















 西门子商城
西门子商城 西门子中国
西门子中国


 白金
白金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












