测量功能是通用设备经常使用的手段,比如探头,对刀仪等...
现在我简单说一下连接和调试方式:
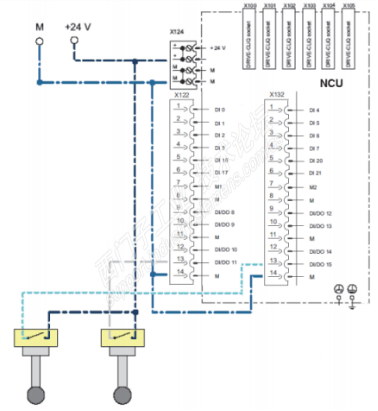
硬件连接:
参数设置:
MD13200 $MA_MEAS_PROBE_LOW_ACTIVE[n] 0:高电平有效; 1:低电平有效;
X122:测头 1 的参数已经预设,不需要更改。X132:测头 2 需要手动设置参数;
X132.11 管脚改为输入方式。
根据 5.8.2 章节中 X132 的定义,设置参数。
说明:NX 模块上的轴,测头信号也需连接在 NX 模块上,参数设置参考连接在 NCU 上的测头。
测试:
手动触发测头,下述 PLC 地址位有翻转信号。
测量头 1:DB10.DBX107.0;
测量头 2:DB10.DBX107.1;
编程:零件程序中编程测量循环(MEAS 或 MEAW)(举例);
N10 G1 F300 X300 Z200 MEAS=-1 ; 探头 1 下降沿触发;
N20 G1 F300 X300 Y100 MEAS=1 ; 探头 1 上升沿触发;
N30 G1 F300 X300 Z200 MEAS=-2 ; 探头 2 下降沿触发;
N40 G1 F300 X300 Y100 MEAS=2 ; 探头 2 上升沿触发;
探头信号生效或编程位置到达,测量程序段结束。
注意:当编程了测量某一几何轴(工件坐标系),所有几何轴的测量结果均被存储。
测量结果(系统变量):
$AC_MEA[1] – 探头触发状态(测量开始时该变量清除,探头触发时置位);
$AA_MM[<轴名>] – 机床坐标系的测量结果;
$AA_MW[<轴名>] – 工件坐标系的测量结果;



















 西门子商城
西门子商城 西门子中国
西门子中国


 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












