刀库管理功能是 NC,PLC 和 HMI 协调完成的,NC 负责刀库管理,PLC 负责控制刀库旋转、机械 手动作和刀具位置移动等,HMI 是刀库管理的显示界面。
刀库中刀具的变动有手动操作和自动换刀。
手动操作是指操作者进行装刀(LOAD),卸刀(UNLOAD),刀库定位等操作。手动操作的 NC/PLC 接口是 DB71。
自动换刀是指通过程不管是刀库的手动操作还是自动换刀,当有新指令时,PLC 可根据“NC 到 PLC”接口信号提供 的信息完成相应的动作,之后,PLC 要通知 NC 动作已完成(即 PLC 应答),刀库管理据此更新 刀表。序中 NC 指令,调用新刀,换刀和还刀。自动换刀的 NC/PLC 接口是 DB72。
1) DB71 数据块结构:
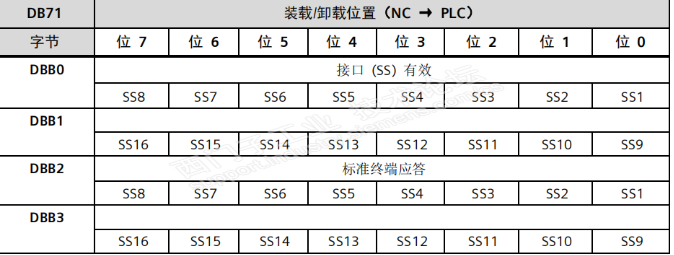
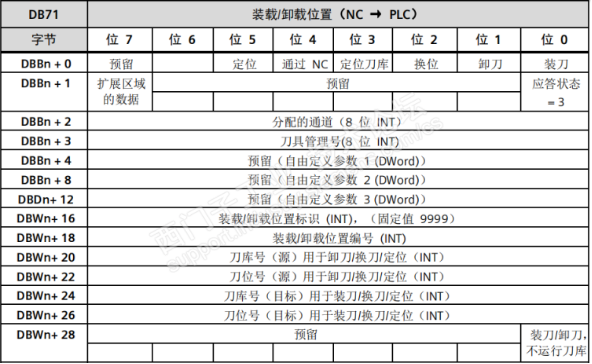
备注:DB71 最大支持 16 个装载点,装载点请求信号对应于 SS1...SS16(DB71.DBX0.0—DBX1.7) 每个装载点对应的数据区域 30 个字节,从 DB71.DBB4 开始。如第 1 装载点 n=4,第 2 装载点 n=34。















 官方商城-正品备件
官方商城-正品备件
 DIOMIS
DIOMIS 西门子中国
西门子中国


 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












