转载于 技术论坛优秀网友 高山孤影
众所周知,砖厂生产过程中,砖坯焙烧是整个制作烧结砖重要的环节之一,成砖质量的好坏往往取决于此。砖坯进入隧道窑进行焙烧,需要将传送带上的砖坯均匀码放成一定间隔,以提升成砖的合格率。
本期小LOGO! 大应用!,将为您展示在砖厂辅助机械手控制上料和分料中利用LOGO!实现机械手和砖坯成型之间的自动化的流程,不但节省人工成本,也相对保证了成砖的质量。
作者分享了源程序,大家可在原贴中获取:https://www.ad.siemens.com.cn/club/bbs/Post_1322509_28_0_14_0_0_0__0.html#anch
工艺描述:
主要的工作流程:砖坯成型——传送至分砖点——将砖推至分砖平台——分砖
流程解释:
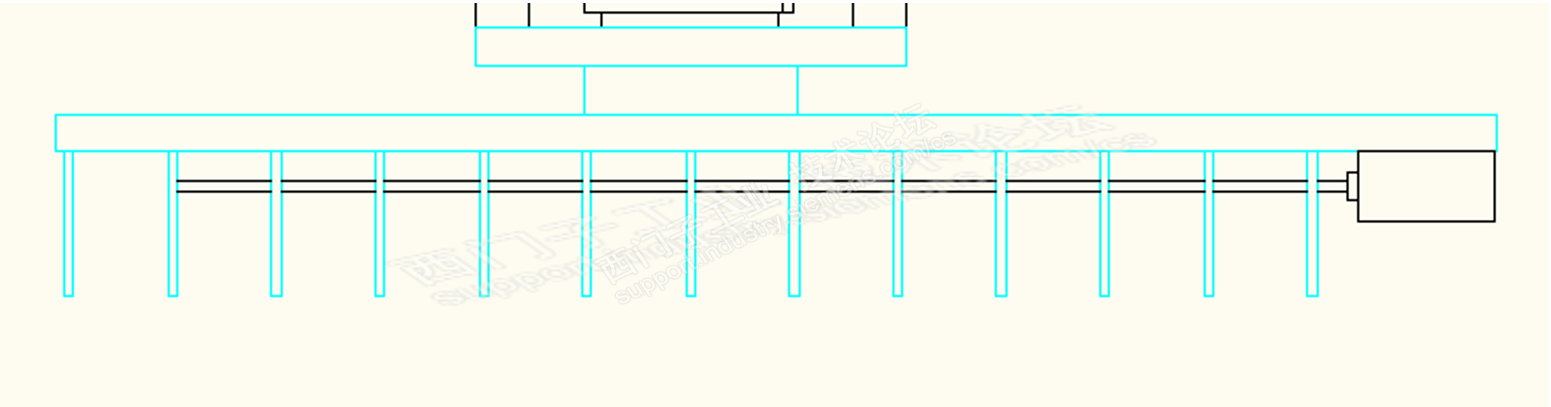
砖坯成型后,由输送带传送至分砖点,由气缸驱动退砖平板将砖推至分砖平台上。因输送带上的砖是并在一起的,而机械手的结构为片状爪,所以需要将并在一起的砖分成一定的间隔。
分砖通过电机的正反转控制,手爪取砖的数量为12块,通过光电开关检测,由计数器计数。主要的检测点有气缸原点检测、气缸终点检测、分砖电机终点检测和分砖电机原点检测。
手爪示意图:
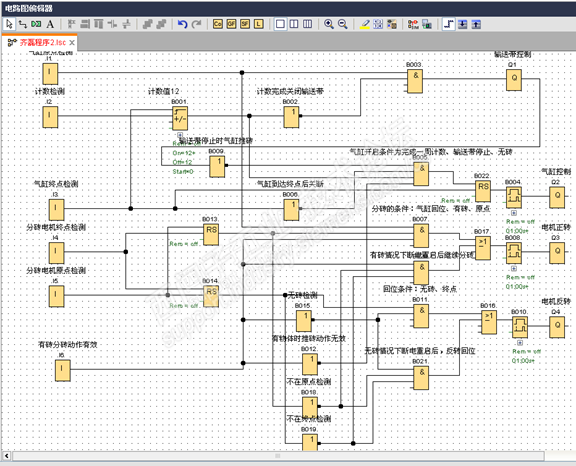
程序如下图:
点击此处,即可领取西门子官方工业商城LOGO!专属优惠券!

















 官方商城-正品备件
官方商城-正品备件
 DIOMIS
DIOMIS 西门子中国
西门子中国


 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












