背景:
1) 改造对象:用于复合材料固化成型的热压罐,外观如图1。
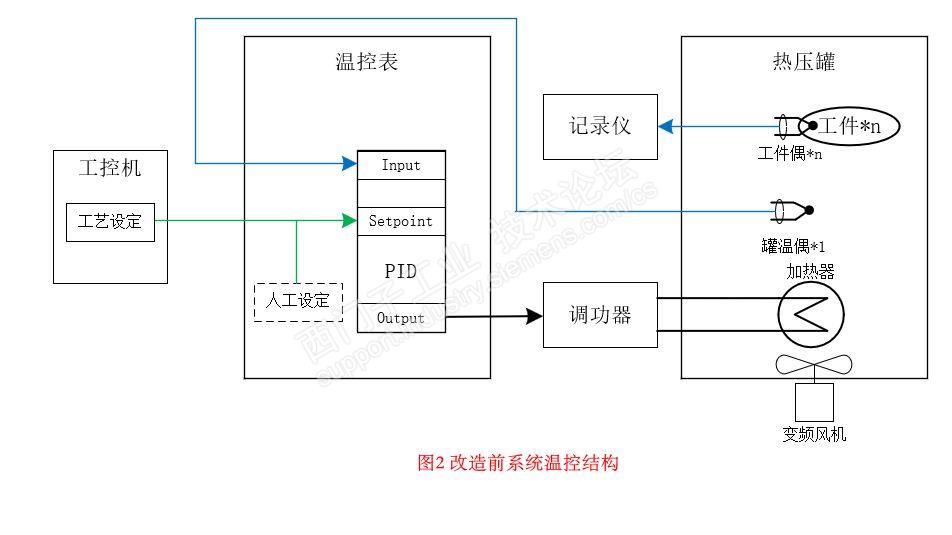
2) 如图2所示,目前是用温控表做单回路PID控制,以罐内空气温度热电偶作为反馈,PID输出控制调功器和加热器,风机循环罐内空气,罐内空气温度均衡。
3) 温控表的PID参数在空罐下调试好参数。
4) 目前靠人工查看工件温度,等工件温度升温达到要求后,操作温控表面板进入下一个工艺。
5) 每次生产的工件的材质,大小和数量可能不同,罐内工件热电偶最多近100个,数据存在记录仪并上传到上位机。工件的热电偶放在工件表面,一个工件可能放置多个热电偶。
6) 热压罐还涉及真空、压力控制,暂不改变控制逻辑。
改造原因:
1) 工件是通过罐内空气加热,滞后较大,想以工件温度作为被控对象,提高生产效率。上位机下发控温指令实现自动控制。
2) 选取最滞后的工件温度数据作为反馈,同时最高工件温度不能超过限值。
改造想法:
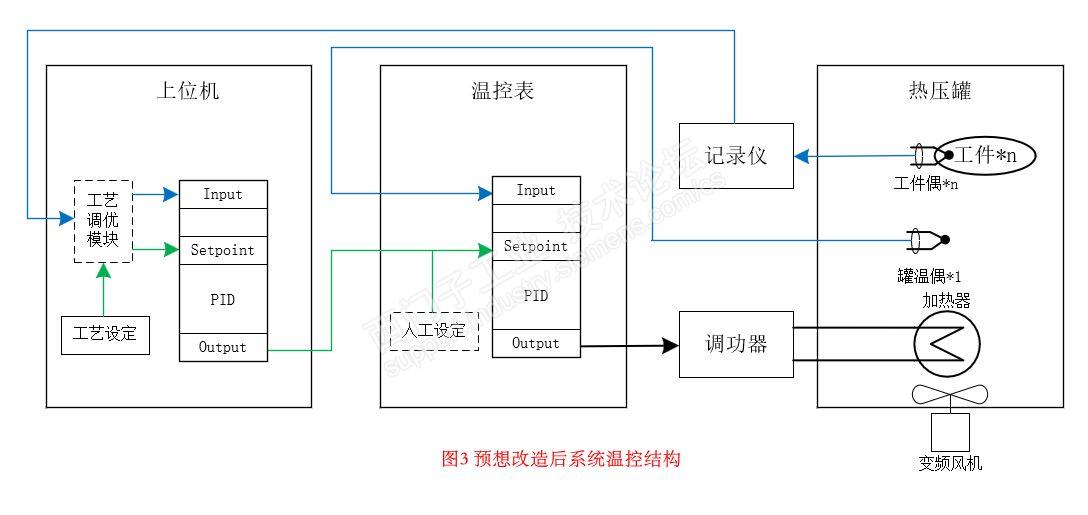
1) 如图3,以上述的最低工件温度为反馈,增加外环PID,实现PID级联控制。
2) 外环PID放在上位机或者PLC中;温控表自身还一路PID控制回路未用,不确实是否可以用温控表做PID级联控制,涉及到修改温控表的通信参数等。
请教问题:
1) 请问对于这种工艺场景,用PID级联控制是否合理?是否可行?因为不同工件的材质、体积、大小、摆放位置不一样,在相同的罐温下,不同工件的升温速率可能不同。新增的外环PID回路需要选取某个工件温度反馈来调参,换不同批次不同工件,是不是原先的PID参数将不适用?或者说不是最优参数?
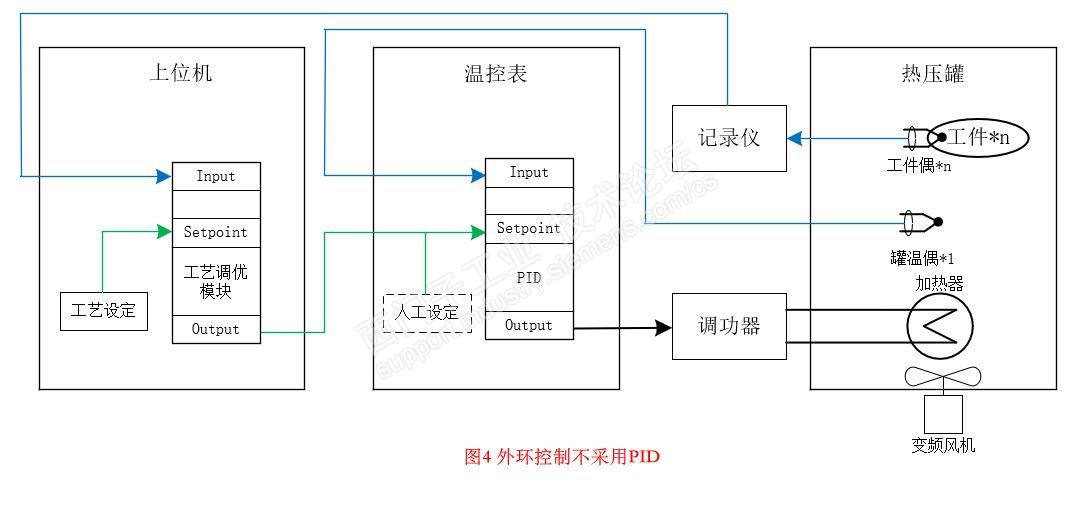
2) 是否有其他更合适的改造方案,如图4,增加的外环控制不采用PID?
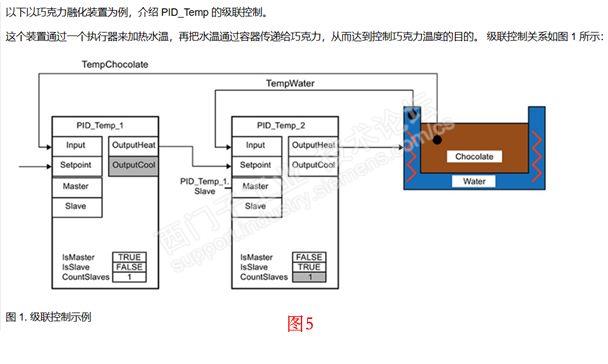
3) 如图5,西门子给的一个巧克力融化装置的PID级联控制案例与本项目类似,相同的疑问,如果容器加热对象换成不同的液体,比如说水,是不是PID参数就需要调整?
本人对PID控制的知识和经验不足,以上问题,烦请各位专家指点迷津,万分感谢!!!
















 官方商城-正品备件
官方商城-正品备件
 DIOMIS
DIOMIS 西门子中国
西门子中国


 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












